创新管理和统计过程控制的基本定义(Statistical Process Control,SPC)
协同作用
协同效应是多种因素的综合效应,其特征是它们的综合效应显着超过各个单独成分及其简单总和的效应。通常用“整体大于部分之和”来表达这种情况:1+1=2x,其中 x>1。
紧急情况
系统论中的涌现(英文涌现——出现、新事物的出现)是指任何系统中存在的特殊属性,这些属性不是其子系统和块所固有的,也不是通过特殊系统形成连接的元素的总和。连接;系统的属性不可约化为其组成部分的属性之和;同义词:“系统效应”。
可加性
可加性是与加法相关的量的属性,即与整个对象相对应的量的值等于与其部分相对应的量的值之和:1+1=2。
非相加性
非相加性与相加性概念相反,在这种关系中,整体不由其部分决定,并且整体不能仅根据其部分的知识来认识和解释(整体大于或小于整体)各部分之和):1 + 1 = 2x,其中 x < 或 > 1。
“管理层无法理解系统各组成部分之间的相互依赖性,再加上目标管理,会造成巨大损失。公司各部门的工作成果并不能相加——它们是相互依赖的。一个部门为了实现其目标,可以“杀死”另一个部门。”
变化性
变异性是变异性、不确定性、多样性、分散性或偏离“最佳值”的衡量标准。变化本身称为变体或变体。详细请看文章: 变异性的本质 。
世界一流的品质
“‘以最小的差异针对目标进行微调’的概念在过去三十年里定义了世界一流的品质!你越早让这一原则成为你的生活规则,你就越快变得有竞争力!”
参见说明 田口损失函数 ,解释了世界一流品质的简单而简洁的定义。
统计思维
统计思维是一种基于变异理论做出决策的方法,该理论决定是否干预某个过程,以及如有必要,干预程度如何。
“首先,如果一个过程的输出是由特殊原因的影响决定的,那么它的行为变化是不可预测的,因此无法评估设计、培训、零部件采购政策等变化的影响,这可能会导致出于改进目的,由管理层引入此流程(或包含此流程的系统)。当该过程处于不受控制的状态时,没有人可以预测其能力。
其次,当特殊原因被消除,只剩下变异的一般原因时,改进就可以依赖于控制措施。由于在这种情况下,观察到的系统变化是由流程和系统的设计和构建方式以及方式决定的,因此只有管理人员、高层管理人员有权更改系统和流程。
那么,有什么区别呢?这给我们带来了什么?是的,一切决定成功与失败的因素!
第三,我们面临的问题是,如果我们(在实践中)不区分一种可变性和另一种可变性,并且在没有理解的情况下采取行动,我们不仅不会改善情况,而且肯定会使事情变得更糟。很明显,情况确实如此,对于那些不了解变异性本质的人来说,这仍然是一个谜。”
合理程度的统计可控性
“由于控制图旨在检测统计可控性的缺乏,因此在既定边界内过程的持续存在可以被视为统计可控性的指标。如果我们像休哈特一样,将统计可控性状态视为某种理想,而这种理想只有在实践中才能接近,那么我们将不可避免地提出一个标准的问题,该标准允许我们评估我们的过程与这一理想的接近程度。
当应用于使用由四个元素组成的子组描述的过程的均值和极差图表时,休哈特提出了以下最小可控性标准:如果至少 25 个连续子组没有表现出缺乏统计控制的迹象,则这样的过程被认为具有合理的可控性。
在他的下一个提案中,休哈特根据存在的观测总数解释了这一最低标准,因此可以对其进行如下调整:当至少 100 个连续观测表明没有丧失可控性时,可以说该过程表现出合理的程度统计的可控性。
休哈特提出了最小可控性标准,强调不存在不可控迹象与过程处于统计可控状态的结论之间存在根本区别。地图描述的时间间隔的特殊性可以解释不存在失控迹象的情况。
特殊原因可能会出现和消失,并且相对较短的观察时间可能不会揭示控制限之外的点。然而,不揭示任何特殊原因存在的观察结果积累得越多,该过程处于统计控制状态的信心就越大。 Shewhart 还指出,当不是 100 次时,人们实际上可以对过程的可控性充满信心,但 1000 次连续测量并不会表明缺乏可控性。”
“当我们利用过去的经验,至少在一定限度内,能够预测未来可能出现的变化时,就应该称这种现象是可控的。”
科学方法和事物知识理论
科学方法的循环:研究观察到的现象 - 发展解释观察和操作定义的理论(假设) - 根据已发展的理论预测现象的进一步行为,考虑到适用性的限制 - 检查下一个观察结果与已发展的理论的一致性——理论的确认或其调整,或者可能完全拒绝新理论的发展。
摘自爱德华兹·戴明的深度知识体系(知识论要素),它与科学方法的本质直接相关:
- 任何例子都无法形成理论。但至少一个理论的一个失败需要对其进行修改甚至放弃。
- 几乎每一项管理行动都需要预测。
- 不包含预测的声明对于领导者来说是没有用的。
- 根据定义,在不稳定的系统中预测是不可能的。
- 对测试或实验数据的解释是一种预测。
- 重要性 操作定义 ,它赋予概念可以传达给他人的意义。
- 通过测量或观察确定的任何特征、状态或条件都没有真实值。
科学方法鼓励我们基于定量和定性的良好信息做出决策和制定政策,而不仅仅是基于自我认知或短期考虑。它通常涉及使用统计方法(统计过程控制,SPC)分析信息,但也涉及对这些方法的局限性的了解和理解,尤其是对无法用数字描述的现象的至关重要性的认识。戴明经常引用纳舒厄公司统计方法部门负责人劳埃德·纳尔逊的话:
“管理任何组织所需的最重要因素通常是未知的,也无法量化。”
不科学
不科学的一个重要标志是缺乏预测能力。
“知识论告诉我们,任何陈述只要能够预测未来的结果,并且无一例外地与过去的经验相对应,就含有知识。”
第一类错误(过度调节)
第一类错误(过度调节)是将变化的一般原因解释为特殊的,因此,对任何超出容忍限度或未达到设定目标的事件的反应,以外部的形式纠正措施(干扰系统运行),引入更大的可变性。

绘画。第一类错误(过度调节)
第二类错误(过程控制不足)
第二类错误(过程控制不足)——对处于统计上不可控(不受控制)状态的过程的潜在能力的判断,因为这种判断只能应用于常见变异原因占主导地位的过程,即:那些处于统计控制状态的人。特殊原因造成的偏差在允许范围内时未采取措施消除的。
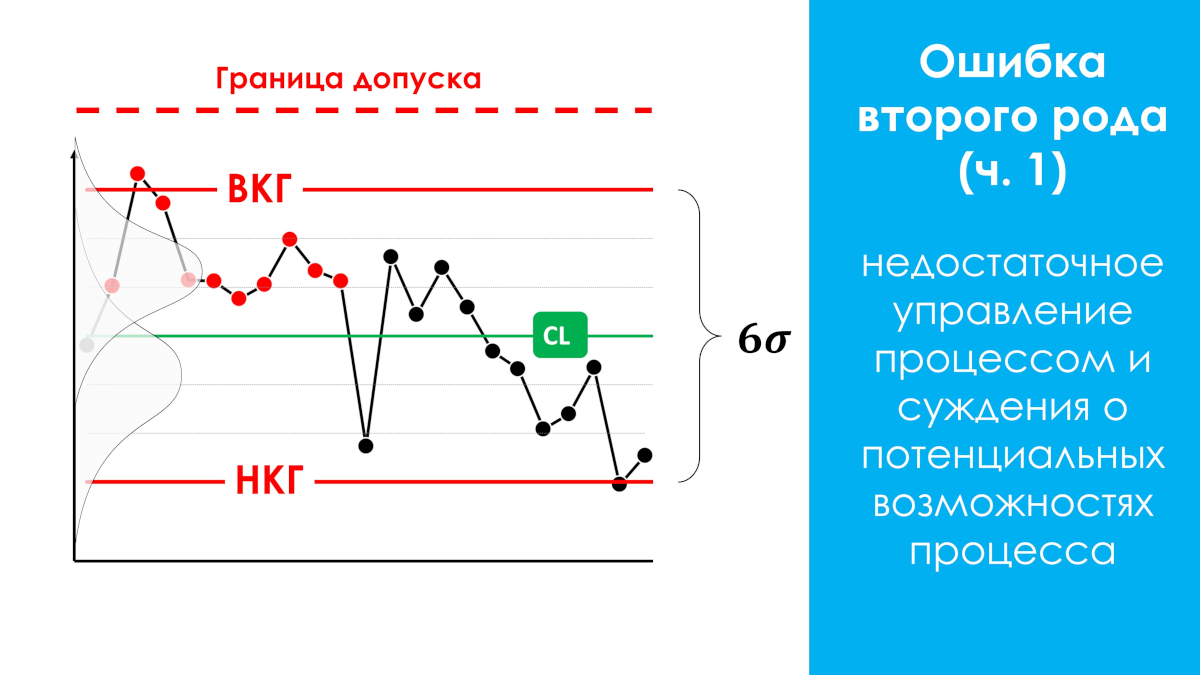
绘画。第二类错误(控制不足)
“这两个错误的代价都非常高昂!任何人都可以为自己制定一条完美的规则,永远不要犯第一类错误。
很简单:您所要做的就是将所有情况下的变化与常见原因联系起来。然而,这会最大化因犯第 2 类错误而造成的损失。反之亦然,通过将任何变化归因于特殊原因来拒绝犯第二类错误,我们会增加第一类错误的损失。
如果永远不犯第一类或第二类错误,那就太好了,但不幸的是,这是不可能的。休哈特设定了一个完全不同的目标:不要害怕犯这两种错误,而是要控制这些错误的频率,以尽量减少这两种错误造成的经济损失。结果,他创建了一个工具 - 边界为 3x sigma 水平的控制图。从那时起,他的控制图在广泛的应用领域中产生了惊人的结果。真的行!
统计控制可以通过寻找每个特定原因并在某个点超出控制限时识别它并采取适当的行动来实现。”
第二种类型的错误,一种特殊情况(夜盲症)。最常发生。
如果生产相对于公差限度有缺陷的产品的过程处于统计上不可控的状态(见下图),那么当某些值超出公差限度时对过程进行干预可能会对过程产生一些积极的影响输出,但总是无效的(努力 - 结果),因为很可能遗漏不可控的特殊原因,这些不可控的原因可以通过休哈特控制图在点处识别,但位于公差范围内,从而导致“夜间”观察者的“盲目性”——未能利用额外的机会来改进流程。
夜盲症是最常见的现象。这种 II 类错误的特殊情况此前并未在外国和俄罗斯科学资料中单独解释过。 2021 年,我们 AQT 中心的科学主任 S.P. Grigoryev 对这种特殊情况进行了描述并命名。
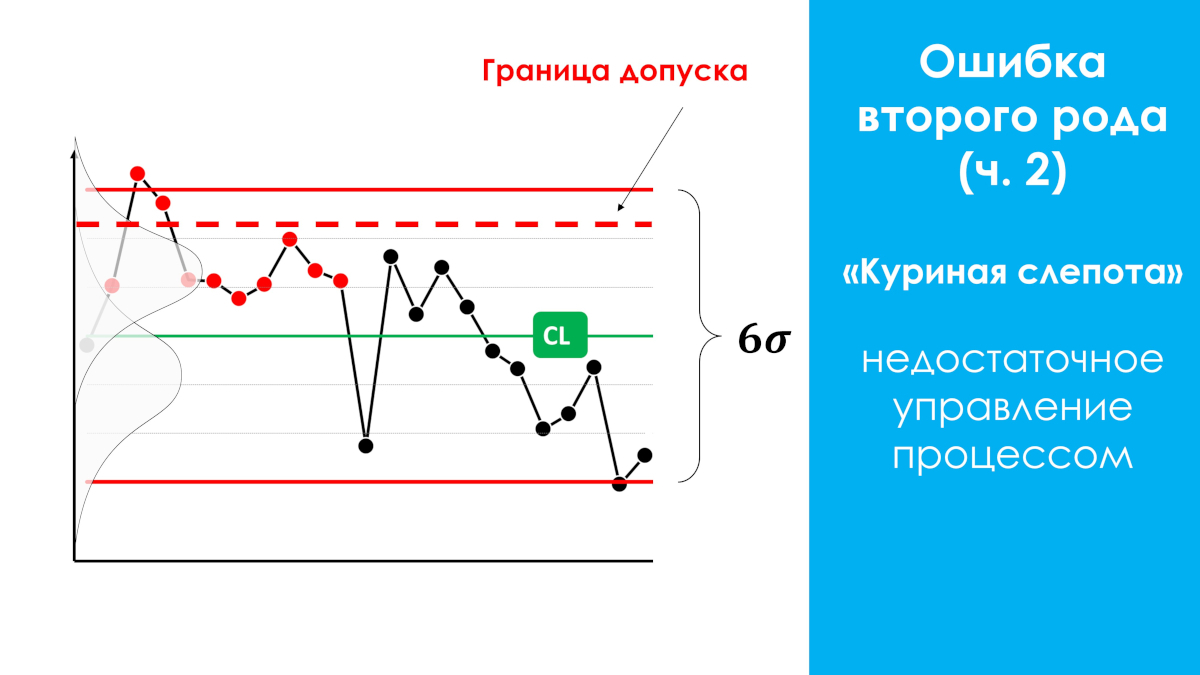
绘画。 II 类错误,特殊情况(夜盲症)
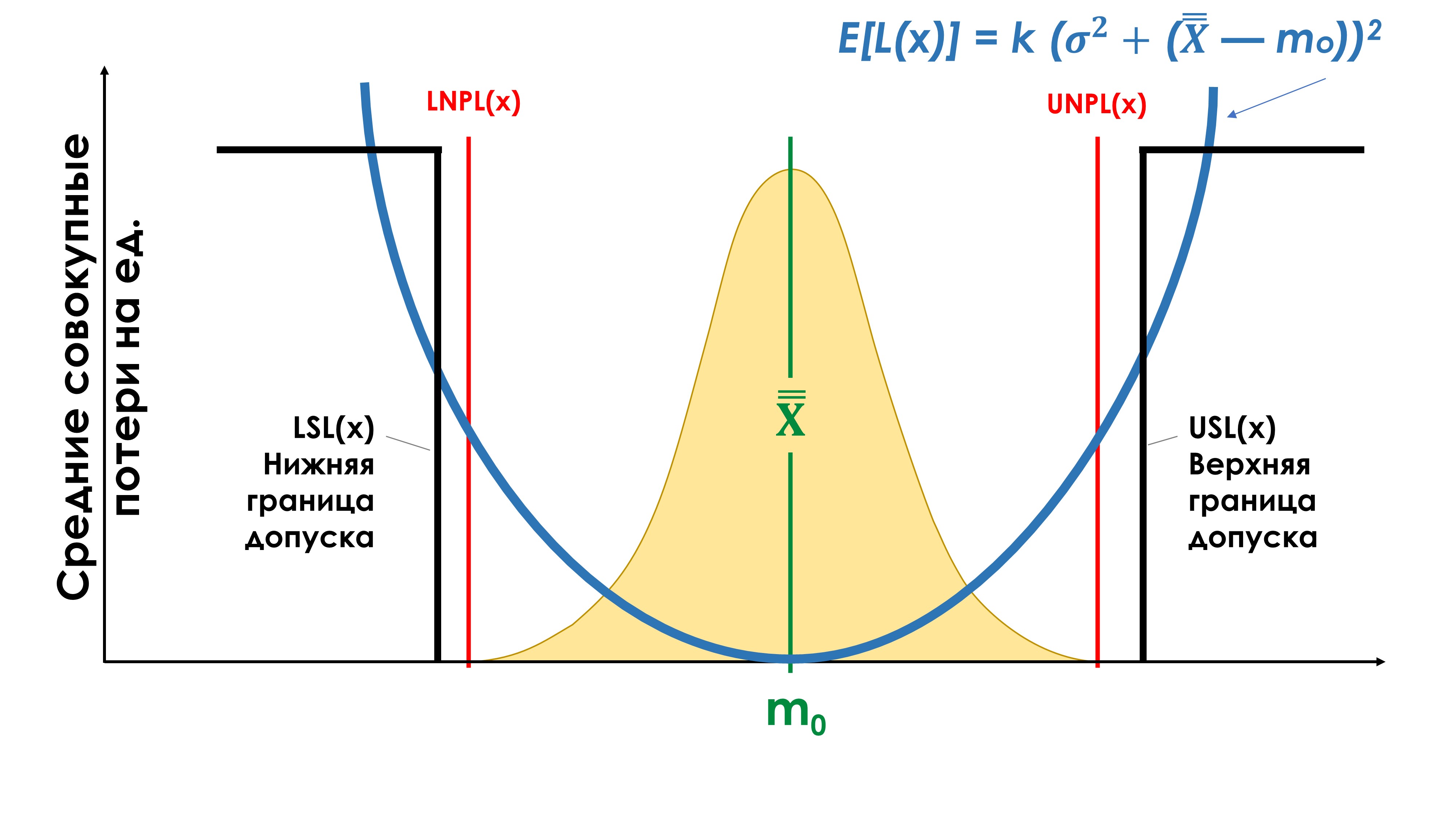
田口质量损失函数
日本科学家田口元一提出了一种评估产品质量的新方法。产品质量的传统观念是,如果所有制造的产品的质量指标(或参数)符合技术文件的要求,那么所有制造的产品都是同等质量的,技术文件定义了这些指标(参数)的容差。换句话说,在公差范围内,质量损失为零。如果质量指标超出容许限度(LSL)和(USL),则宣布质量损失不可接受。田口将这种质量损失函数(见下图,一条虚线)称为“不连续阈值函数”。
“从田口的职能中可以清楚地看出,满足公差要求绝不是判断质量的充分标准。这样做的尝试显然与坚持持续改进相矛盾,而持续改进是戴明哲学的基本原则之一。事实上,最后一种方法的特点是不断寻求提高质量的方向,而第一种方法一旦满足了容差要求,就不会提供任何更好地工作的动力。
相比之下,一些既定的质量方法(包括质量成本方法)的基本道德往往会阻碍进一步的改进工作,因为如果满足了客户的需求,就需要在该特定过程中进一步投入时间、精力和费用是没有道理的。 ”。
“公差(规格、技术规格、技术规格)的使用并不是错误。这还不够。”
“Taguchi 博士的概念基于损失函数分析,必然导致对世界级品质的新定义:刚好达到目标,方差最小!第一个要求 - “刚好达到目标” - 意味着过程平均值的设置应尽可能接近目标(标称值)。第二个要求“最小方差”意味着过程必须具有合理的统计控制程度。
不遵守“符合目标、方差最小”的原则,必然导致单位产量平均损失大幅增加。这些损失可能非常严重,但总是不必要的。
“耐受性合规性”、“零缺陷”、“六西格码质量”、“质量成本”以及所有其他基于耐受性的药物根本无法满足这一原则。 “以最小的差异微调目标”的概念定义了过去三十年的世界一流品质!你越早让这个原则成为你生活的主要法则,你就越快变得有竞争力!”
当使用具有“从”和“到”边界的任何其他质量指标时,例如合同下的交货时间等,应应用田口函数得出的质量方法。
测量系统
测量系统是所使用的测量仪器、测量方法、环境和操作员之间相互作用的结果。
每个在制造过程中测量零件的机器操作员都是其自己的测量系统的一部分,该测量系统具有其自身的不确定性(可变性、误差)、偏差,并且可以处于统计控制(稳定)或不受控制(不可预测)状态。处于统计上不可控状态的测量系统是没有用的。控制器的测量系统是另一个测量系统。当操作员提交产品进行检查时,他通过独特的测量系统确定产品是否符合公差。在监控工作流程之前必须对测量系统进行评估和一致性。
您是否与供应商和客户就测量系统达成一致?
Genichi Taguchi
田口元一(1924年出生)是20世纪下半叶日本著名统计学家。他发展了数理统计的思想,特别是与实验设计和质量控制的统计方法相关的思想。田口是第一个将经济成本和质量与数学关系联系起来的人,引入了这一概念 质量损失函数 。他是第一个证明质量损失也在容忍范围内发生的人。
我们认为,对田口方法的不重视是俄罗斯企业在提高工艺和产品质量领域严重滞后的原因之一。
彼得·斯科尔斯
彼得·斯科尔斯(Peter Scholtes,1938-2009),西方质量管理方法领域最著名的顾问和教育家之一,发展了戴明博士的思想。阅读章节: “目标管理”方法——出了什么问题? 摘自 Peter Scholtes 所著的《团队手册》[7]。
彼得·斯科尔斯网站: www.pscholtes.com
沃尔特·安德鲁·休哈特
沃尔特·安德鲁·休哈特(Walter A Shewhart,1891-1967),出生于加拿大新坎顿。 1891年生于伊利诺伊州。毕业于伊利诺伊大学。后来他获得了加利福尼亚大学物理学博士学位(1917年)。
1931 年,休哈特发表了一份关于控制图使用的报告和他的第一本书《工业质量的经济管理》。 1939 年成为罗格斯大学休哈特教授传记中的一个特殊日期。随后他的第二本书[9]《质量控制角度的统计方法》出版。十年末,休哈特总结了监测生产和工艺过程质量并在此基础上确保制成品质量的统计方法的工作成果。爱德华兹·戴明的第一位老师和最老的朋友。
唐纳德·J·惠勒
Donald J. Wheeler 是一位咨询统计学家,他有幸在 1970 年至 1989 年间与 David Chambers 共事。
自 1971 年以来,惠勒首先向田纳西大学的学生教授统计过程控制,然后向世界各地的工业经理讲授统计过程控制。
自 20 世纪 70 年代中期以来,他一直积极从事顾问工作。
1974年,唐纳德·惠勒第一次聆听戴明博士的讲座,并永远成为他的学生。
从 1981 年开始,他有时协助爱德华兹·戴明举办为期四天的研讨会。他自己的过程改进哲学牢牢地建立在戴明的哲学之上。 Donald Wheeler 是统计过程控制方面六本书和 60 多篇文章的作者或合著者。
他有机会与世界各地的各种工业企业合作。他在美国和国外讲学。
唐纳德·惠勒 (Donald Wheeler) 在德克萨斯大学奥斯汀分校获得物理和数学学士学位,在南卫理公会大学获得硕士和博士学位。
1970年至1982年,他在田纳西大学统计系任教。 1982 年,惠勒离开教学岗位,专注于工业和其他领域的咨询工作。唐纳德·惠勒目前住在田纳西州诺克斯维尔。
Donald J. Wheeler 博士是美国统计协会和美国质量协会的会员,2010 年戴明奖章获得者,也是统计过程控制和应用数据分析领域的世界领先权威之一。
畅销书的合著者 [4] “统计过程控制。使用休哈特控制图进行业务优化”/“了解统计过程控制”。摘自爱德华兹·戴明对该书的前言:
“我很荣幸能为我的朋友唐纳德·惠勒博士的书写前言。
...
最后,我想借此机会赞扬惠勒博士的数学成就。他对理论和实践的理解是基于对数学的深刻理解。我很高兴有机会向他学习。”
Donald Wheeler 在科学出版物上发表了许多关于在工业中使用休哈特控制图的文章,他慷慨地向我们提供了其中一些文章,我们将它们翻译成俄语,并将其发布在我们网站的以下部分:
基础知识
。
原创文章列表:
[9]、[19]、[20]、[21]、[25]、[26]、[29]、[31]、[33]、[34]、[35]
- 唐纳德·惠勒。
大卫·S·钱伯斯
大卫·S·钱伯斯(David S. Chambers,1917-1989)是威廉·爱德华兹·戴明博士的密友和同事,也是国际知名的统计过程控制顾问和教师。
他曾任美国质量控制协会(ASQC)会员、主席和董事会主席、尤金格兰特奖获得者、国际质量学院院士。他的同事和以前的学生的名单可以很容易地作为名人录?在质量控制领域。
大卫·钱伯斯出生于德克萨斯州克拉克斯维尔。他在德克萨斯大学获得学士和硕士学位,并于 1941 年至 1947 年间任教,随后成为田纳西州立大学统计学助理教授。 1958年至1981年,他在这里担任统计学教授,之后退休,这使他能够专注于教学。戴明博士认为,失去这样一个人是无法弥补的。
迈伦·特里布斯
Myron Tribus 是 Exergy 的董事,他在 Exergy Corporation(一家开创新发电方法的公司)工作,并担任质量管理顾问。
他拥有三十年的教师经验,还曾担任美国商务部科学技术部助理部长。
他曾任施乐公司高级副总裁兼卓越工程中心主任。迈伦·特里布斯是爱德华兹·戴明博士的追随者。阅读迈伦·特里布斯 (Myron Trybus) 的文章 病毒式管理理论 他用 19 世纪的医学和 20 世纪的管理进行类比,以说明为什么社会坚持主导范式并抵制变革以改善我们的生活。
亨利·R·尼夫
亨利·R·尼夫.亨利·尼夫 (Henry Neave) 博士在 20 世纪 80 年代中期认识了爱德华兹·戴明 (Edwards Deming),并立即成为他的密友。从那时起,他不断协助戴明在欧洲举办为期四天的研讨会,以及在大西洋两岸举办的其他研讨会、会议和活动。
正是戴明鼓励尼夫,作为戴明哲学领域公认的专家,阅读了《戴明博士的空间:建立可持续发展企业的原则》一书[1]。爱德华兹·戴明亲自为本书撰写了前言。
最好从这本书开始学习爱德华兹·戴明的管理理论。
1987年,在尼夫博士的倡议下,成立了英国戴明协会,尼夫现在担任该协会的教育主任。尼夫博士在英国诺丁汉大学教授统计学多年。自 1996 年以来,他一直担任诺丁汉特伦特大学质量系的全职管理讲师。
阿尔菲·科恩
阿尔菲·科恩是国际知名的社会心理学家。在我们的网站上查看使用 Alfie Kohn 的作品准备的材料: 人员激励体系 , 竞争的误导性诉求 。
阿尔菲·科恩的个人网站: www.alfiekohn.org