使用不适当的测量单位构建休哈特控制图会导致错误的结论
当业主投资购买具有高测量精度的新测量设备(也许是不必要的)时,这是一种常见的做法,将资金投入到下水道中,并且使用该设备收集并记录在 CIS 中的数据对他们的分析毫无用处,以便进行分析。改进流程。
该材料由 AQT 中心科学主任准备 谢尔盖·格里戈里耶夫 。
免费获取文章不会以任何方式降低其中所含材料的价值。
在我们的一个项目中,质量控制部门的实验室助理按照相关GOST的要求对成品进行了测试;所有记录均通过手动传输从高精度昂贵测量设备的显示屏上获得的测量结果保存在企业信息系统(CIS)中。一切都会好起来的,但公司里没有人分析测试结果。
这种对实验室技术人员工作的态度使他们自然需要通过将测量结果四舍五入到小数点后一位以降低准确性,从而最大限度地降低劳动力成本,即他们写下 1.2,而不是 1.17;写的是 1.0,而不是 0.97。通过这种方式获得的测量结果通常都在公差范围内,因此实验室技术人员没有理由担心。顺便说一句,所使用的GOST标准和产品测试方法并没有以任何方式规定这一点。
基于实验室助理输入 CIS 的数据构建的休哈特个体值和移动范围控制图(XMR 图)展示了过程的统计上不可控的状态,这导致质量控制检查员和质量人员感到困惑。导演。
控制图显示了记录的测量值的清晰分级。这是与在计算中使用过度舍入(不充分)的测量值相关的问题的第一个迹象。使用不适当的测量单位构建的过程控制限值所获得的值本身就变得不充分。当然,这样的控制图不适合评估所评估过程的统计状态,更不用说制定改进措施了。
不幸的是,不可能以更高的精度恢复历史值,即使是一位数(这可能已经足够了)。没有人记录它们,测量设备中存储的数据也没有与特定测试、受控样品和批次相关联。
结果,由于系统不同部分(公司部门)的行为不一致以及缺乏必要的知识,每个人都输了。业主投资于测量精度高的实验室设备,这或许是不必要的,浪费了金钱,而 CIS 中记录的数据对于他们改进流程的分析毫无用处。
我们生成的值接近我们在上述情况下观察到的测量单位不足的值,并且为了构建控制 XmR 图(图 1),我们使用四舍五入到最接近的十分之一 (0.1) 的值。
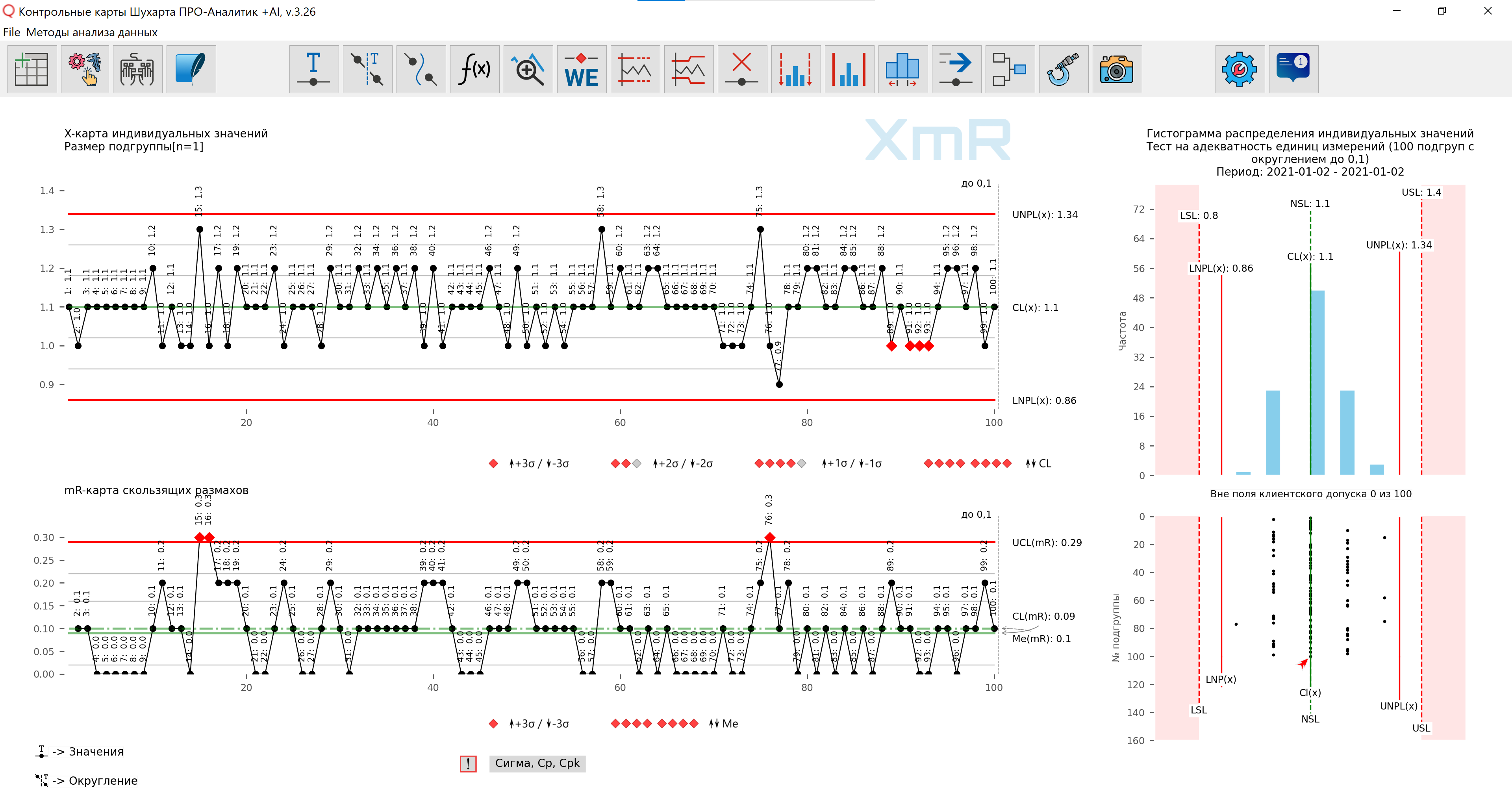
米。 1. 使用不适当的测量单位构建的 XmR 图表。该图纸是使用我们开发的 “Shewhart 控制图 PRO-Analyst +AI(适用于 Windows、Mac、Linux)” 。
检查测量单位是否充足有一个简单的操作定义。 Donald Wheeler 在他的著作《统计流程控制:使用休哈特控制图进行业务优化》中描述了该规则如下:
“如果在 mR 图的移动范围控制范围内,单个值沿垂直轴的图表只能容纳 4 或 5(五)个可能的值,则测量单位接近不足,3 (3) 或更少 - 计量单位明显不足。
当数值增量(测量系统的增量)达到最小时,测量单位不足的问题(由于测量单位太大或不足而导致无法正确区分多个测量值)开始对控制图产生负面影响超过过程的标准偏差。
当过程的标准偏差等于最小值增量(测量系统增量)时,控制图就处于该问题的边缘。”
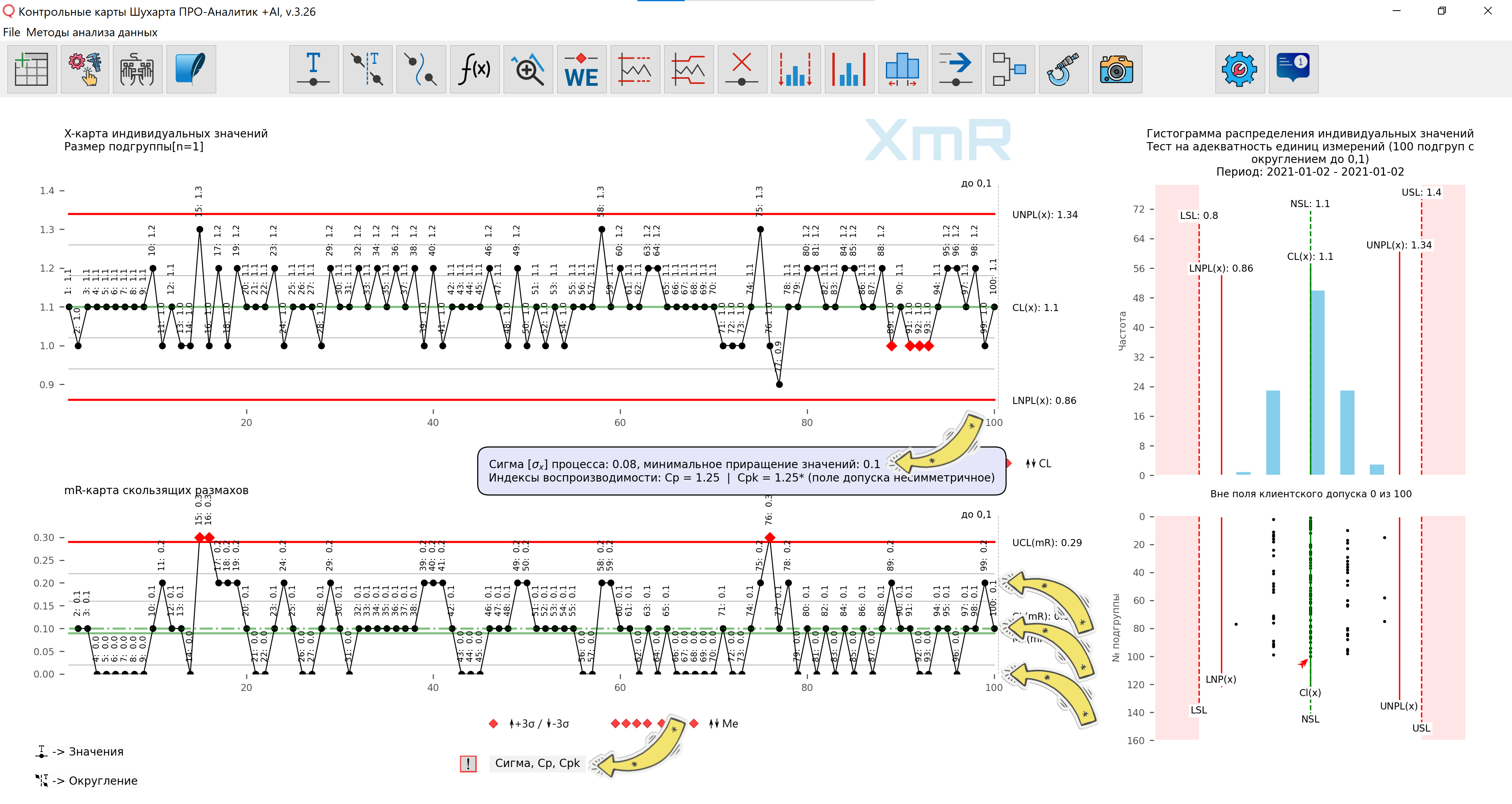
米。 2. 单个值的控制 XmR 图表,使用不适当的测量单位构建,四舍五入到十分之一 (0.1)。箭头显示控制限内 3 个可能值的标签。使用[Sigma, Cp, Cpk]按钮显示的文本块指示过程的标准偏差和值的最小增量(测量系统的增量)。该图纸是使用我们开发的 “Shewhart 控制图 PRO-Analyst +AI(适用于 Windows、Mac、Linux)” 。
对于图 3,我们将上面生成的值四舍五入到最接近的百分位 (0.01)。 XmR 图表表明,对于图 1 和图 2 中使用的数据,只需从 (0.1) 到 (0.01) 的一个符号就足以提高记录测量的精度,以便控制图图形的可见“步进”消失。
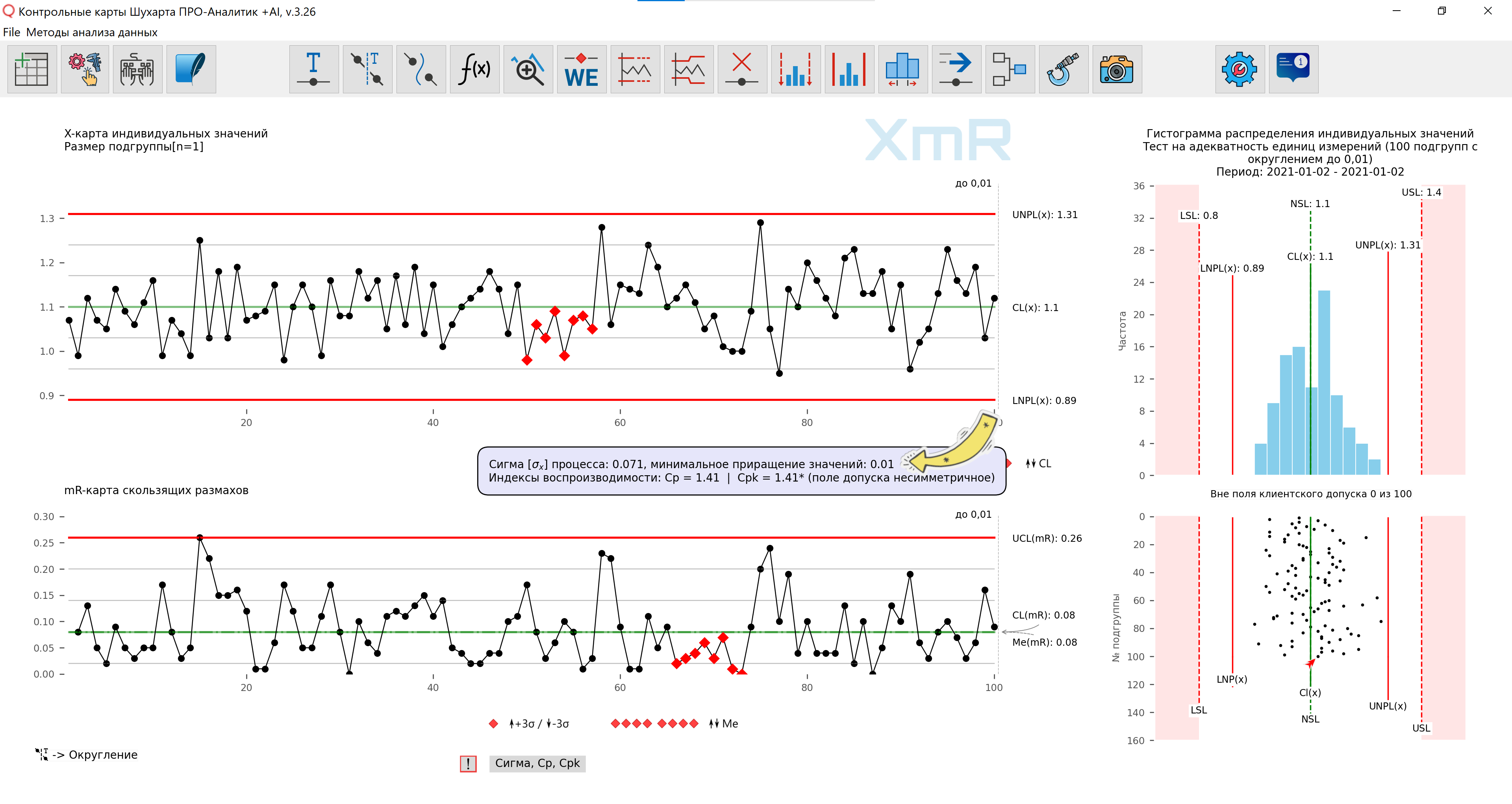
米。 3. 控制单个值的 XmR 图表,使用四舍五入到最接近的百分位 (0.01) 的数据构建。该图纸是使用我们开发的 “Shewhart 控制图 PRO-Analyst +AI(适用于 Windows、Mac、Linux)” 。
在图 4 中,为清楚起见,我们将两个数据系列放置在一张控制 XMR 卡上,并使用 用于构建各个系列的控制限的函数 我们的软件为图 2(四舍五入到 0.1)和图 3(四舍五入到 0.01)中使用的两组数据生成了控制限。
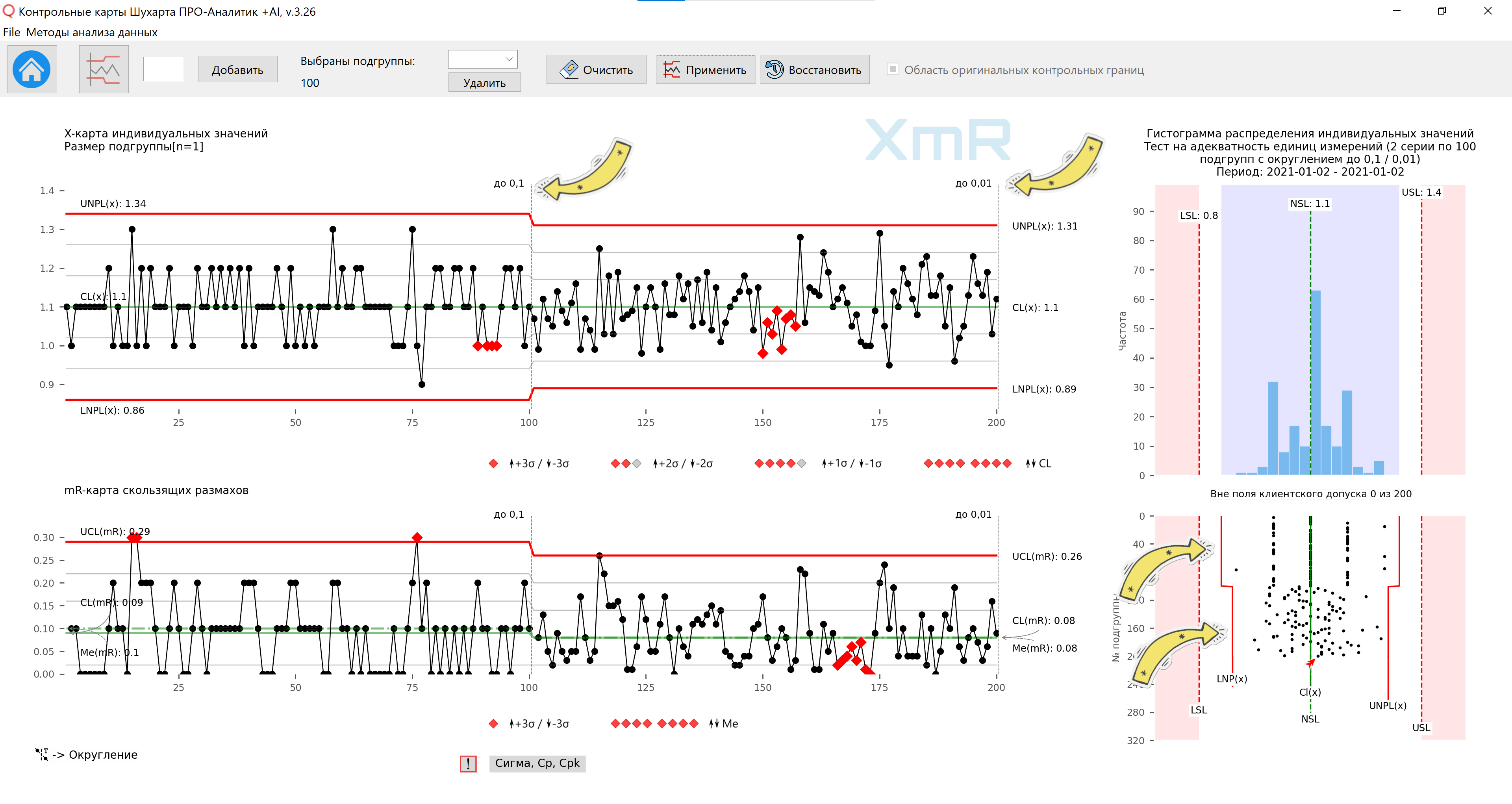
米。 4. 根据四舍五入到最接近的十分之一 (0.1) 和百分之一 (0.01) 的数据构建的各个值的控制 XmR 图表的比较。该图纸是使用我们开发的 “Shewhart 控制图 PRO-Analyst +AI(适用于 Windows、Mac、Linux)” 。
请注意,测量单位不足会导致红点信号,而单位足够则不会产生红点。因此,不适当的测量单位将迫使您寻找不存在的特殊原因。相反,您不会在存在红点信号的地方看到它们。
从本质上讲,计量单位不足会导致 第一类和第二类错误 。
我们的软件提供了最简单的图形工具,指示何时考虑测量单位的充分性 - 这是一个简单的散点图(位于直方图下方)。左图 5 中的点从上到下形成有序的行,而不是像右图 5 中那样随机分布的点。
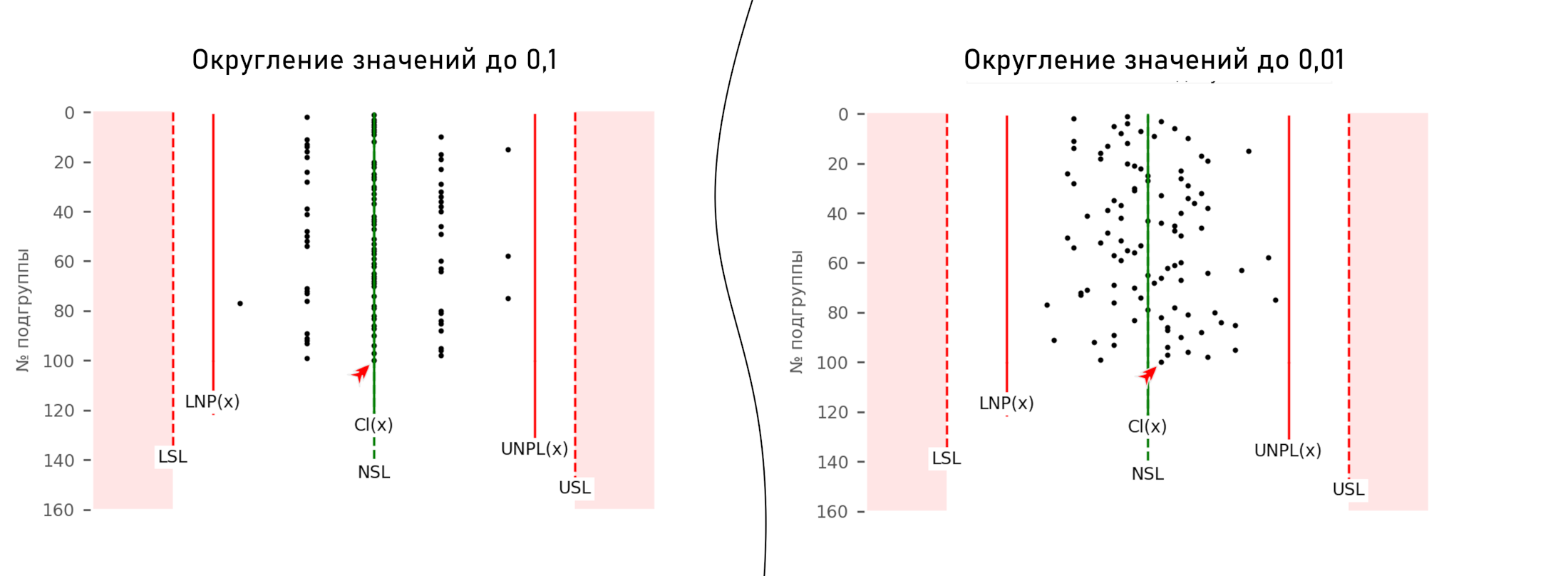
米。 5. 左侧散点图上的有序点行表示单位不足的程度。
唐纳德·惠勒 (Donald Wheeler) 在我们翻译的文章中 [20] 这部分可以接受吗? (DONALD J. WHEELER,文章:“零件是否符合规格?”)给出了记录测量所需精度的另一个操作定义:
“记录测量值(最小增量,增量)的有效步长是在测量系统的0.2到2(二)概率误差(probable error)的值范围内。概率误差(probable error)的反过来,测量系统被定义为0.675×σ的稳定测量系统,否则,当使用小于0.2的可能误差(probable error)的测量步长时,我们将记录噪声,而当使用大于2的步长进行记录时。可能的错误(可能的错误),我们将失去对分析很重要的信息,因为收到的测量单位不足。”
例子
鉴于:
稳定测量系统的σ(西格玛):0.103。
测量系统的 σ 值是在构建 XmR 图(图 6)后获得的,确认了同一已知标准(参考)的 25 个重复测量(重测)点的统计稳定状态。
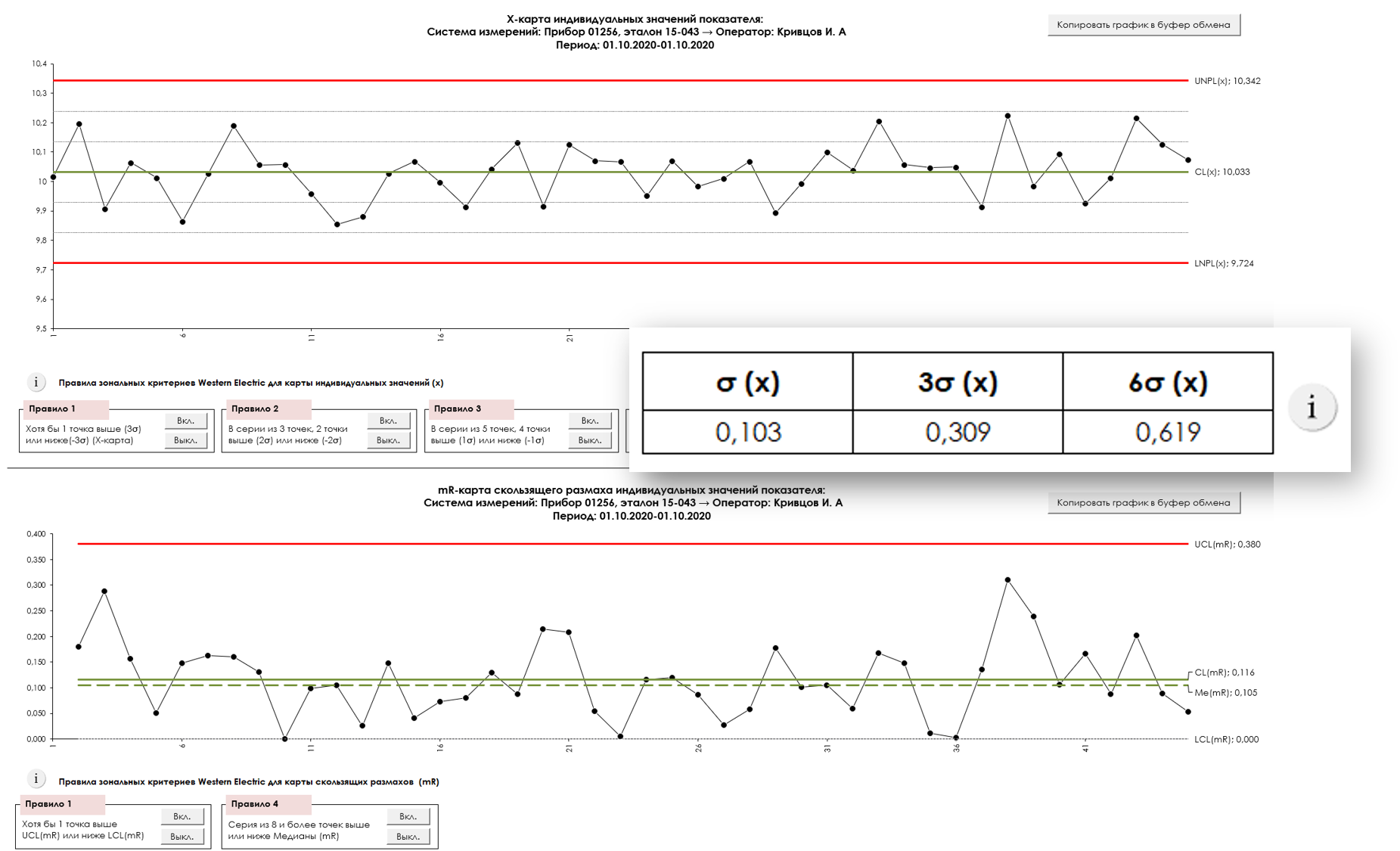
米。 6. XMR控制卡,用于测试测量系统(重测)。
解决方案:
- 测量系统的概率误差0.675×0.103=0.0695
- 最小有效测量步长0.0695×0.2=0.0139
- 最大有效测量步长0.0695×2.0=0.139
推荐的有效测量步长范围为:
从 0.0139 到 0.139。
结论:
因此,最小步长(0.05)或(0.1)可以方便使用并且使用高效。我们选择(0,1)作为最方便使用的,见图7。
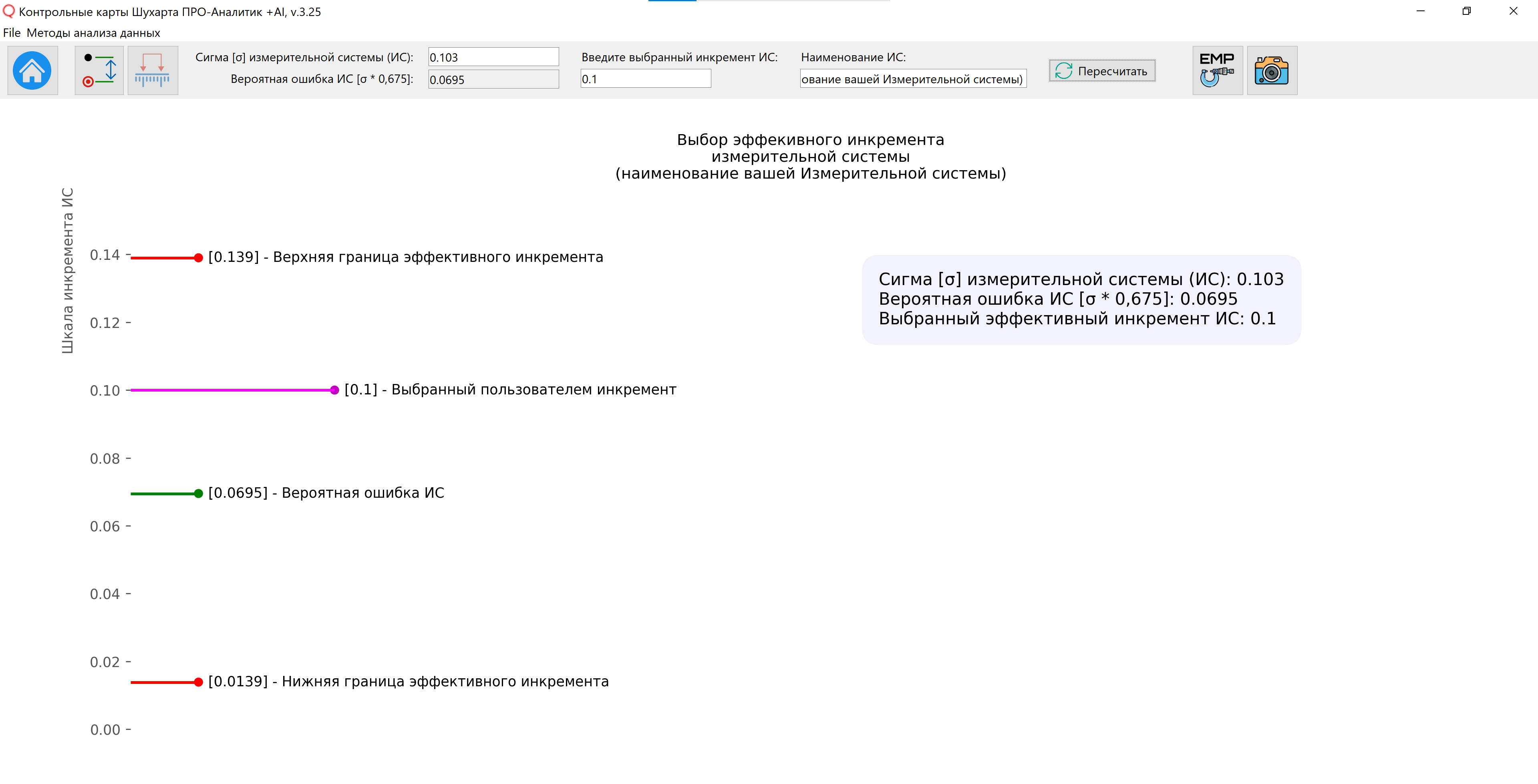
图 7. 选择有效测量增量。该图纸是使用我们开发的 “Shewhart 控制图 PRO-Analyst +AI(适用于 Windows、Mac、Linux)” 使用该功能: 测量系统有效增量(增量)的确定 。
如果在应用有效的测量增量后(图 7),受监控指标的控制图保留了明显的“台阶”(离散性),如图 1 所示,则很可能您的测量设备需要更换为更准确的测量设备(具有更多小数位)。
即使在测试制造的产品之前,也要注意使用休哈特控制图评估记录的测量单位的准确性,以确保改进的充分性。