符合规格(批准)的产品真的符合规格吗?缺陷产品真的有缺陷吗?
文章编写:AQT 中心科学主任
谢尔盖·格里戈里耶夫
使用唐纳德·惠勒(Donald Wheeler)善意提供给他的材料:
[19] 制造规格从何而来? (制造规格从何而来?)
[20] 这部分是否在公差范围内? (该零件符合规格吗?)
免费获取文章不会以任何方式降低其中所含材料的价值。
“在过去的 20 年里,谴责不完美的测量过程已成为一种时尚。然而,现实是我们必须始终使用不完美的数据。考虑到这一现实,我们如何才能知道被测量的物体是否在范围内?换句话说,我们如何纠正错误? 测量系统 在描述有关公差范围的产品时?
生产
由于边界值的存在而造成的损失
处于边界值的产品,由于测量系统不可避免的误差,产品是否真正有缺陷总是存在不确定性。请注意,具有边界值的产品数量将随着工艺中心相对于公差极限的恶化而增加(图1和图2),并且随着受控参数分布宽度的减小而减少(图2)。 3)。如果您在运送给客户之前必须将产品分类为合格或不符合您的公差限制或规格,这一点尤其重要。
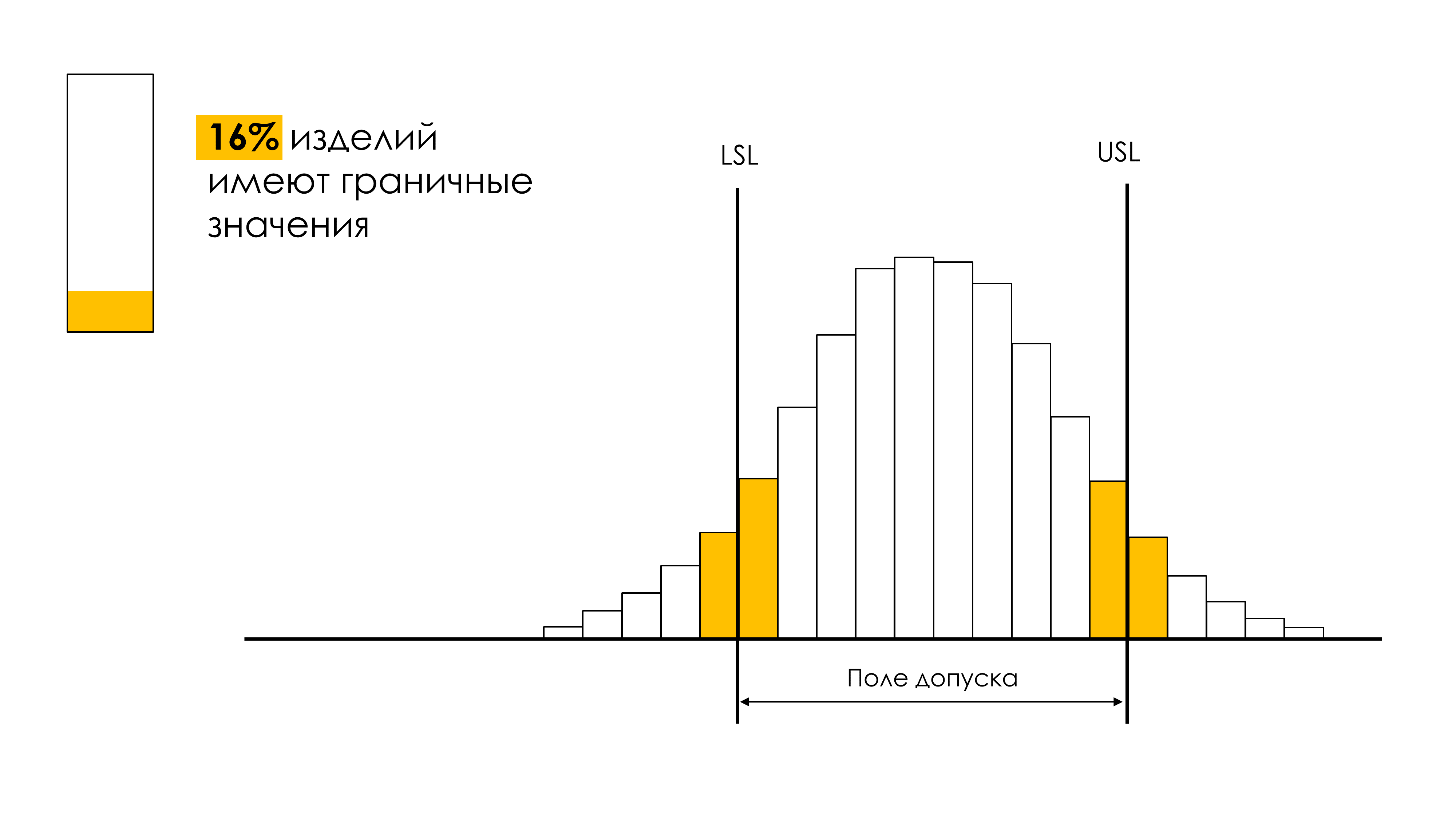
图 1. 比公差带更宽的过程的边界产品(公差带边界处的产品) - 1。
图例:LSL 和 USL - 公差上限和下限(规格)。该过程完全集中在公差范围内。
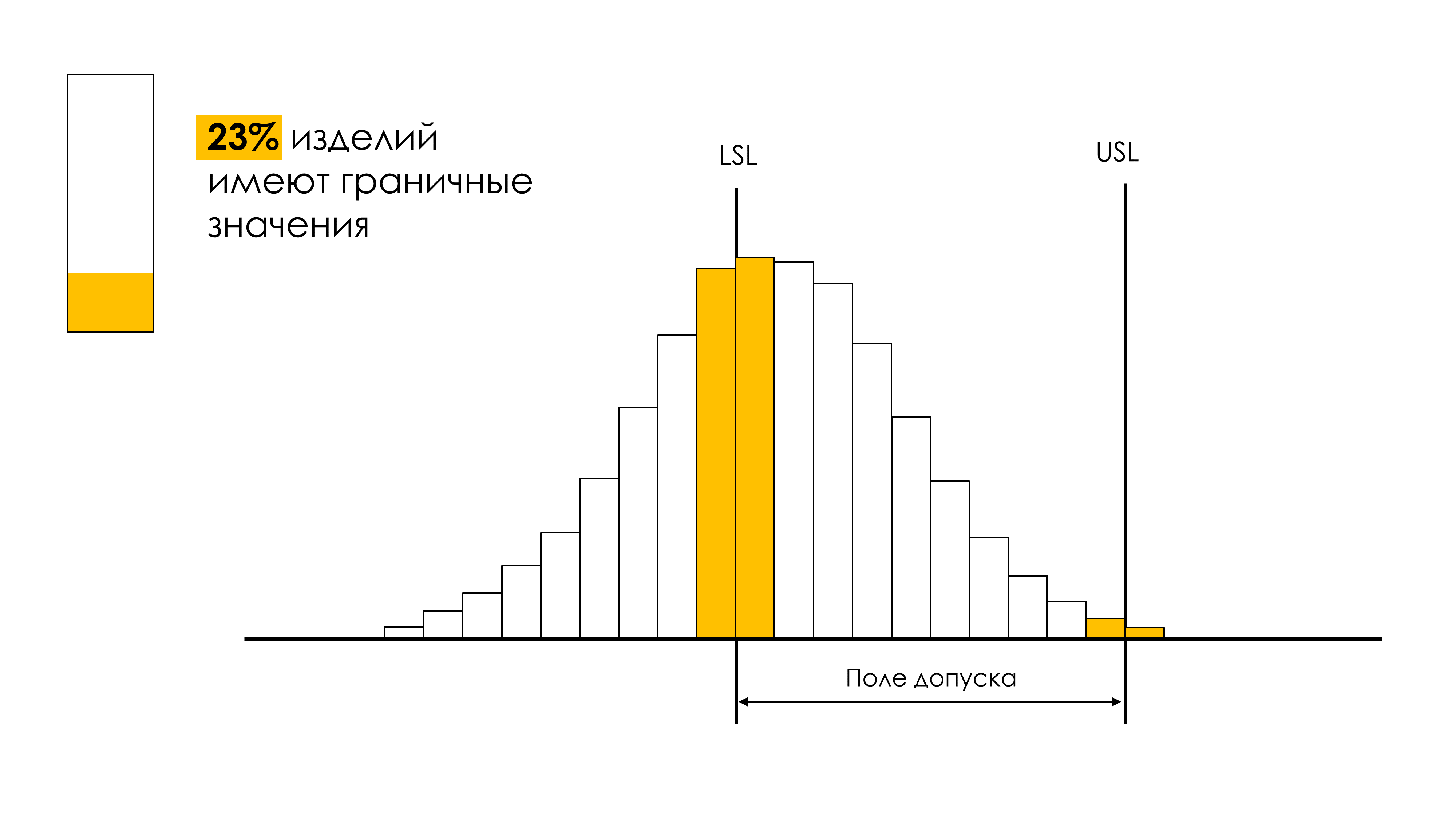
图 2. 比公差带更宽的过程的边界产品(公差带边界处的产品) - 2。
图例:LSL 和 USL - 公差上限和下限(规格)。该过程在公差区域的中心位置较差。
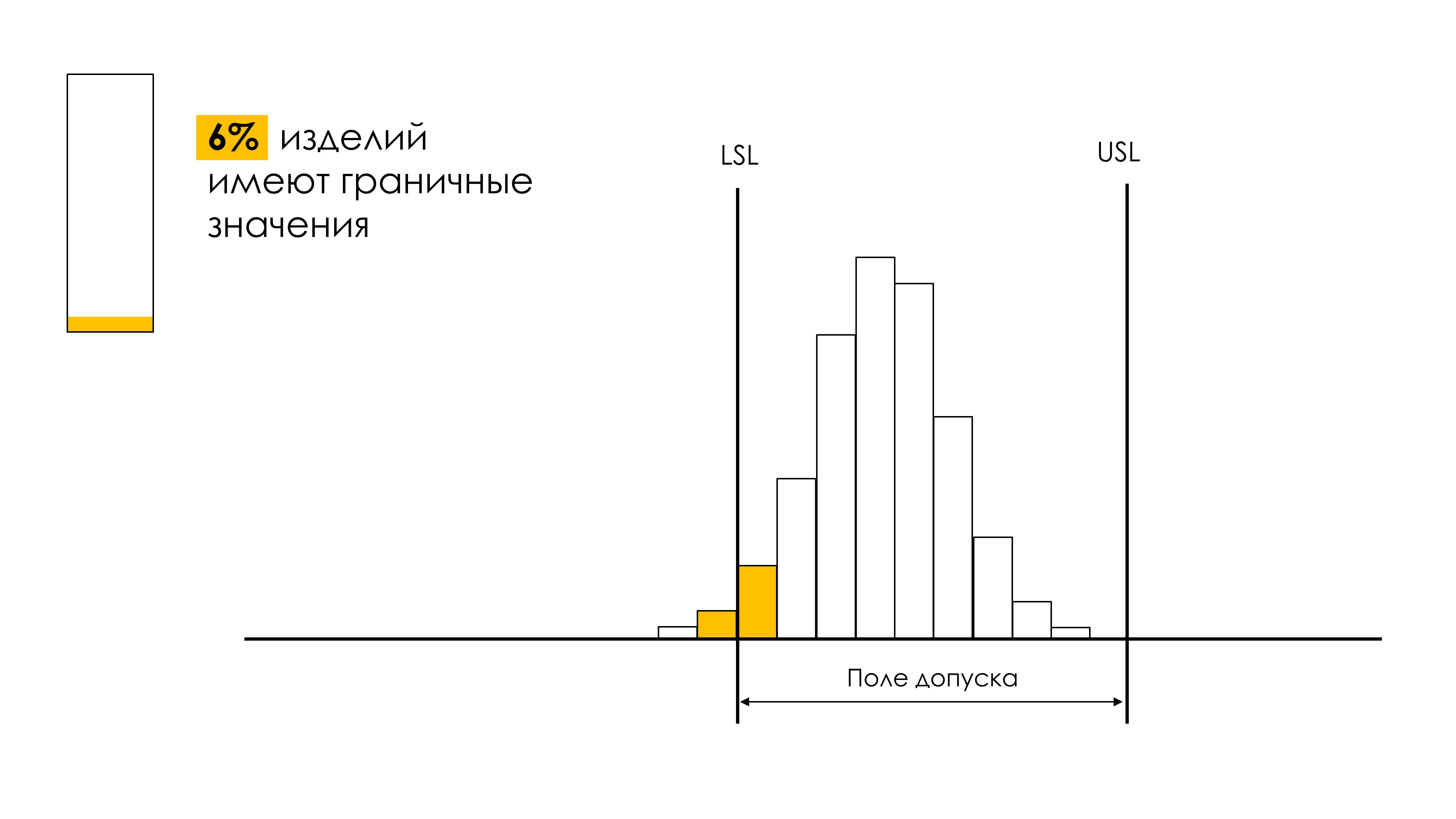
图 3. 相对于公差区域中心的过程偏移的边界乘积(公差区域边界处的乘积)。
图例:LSL 和 USL - 公差上限和下限(规格)。该过程比图 1 中的过程窄得多,与中心位置有一些偏移。
Donald Wheeler 在他的文章 [20]“零件符合规格吗?”中(零件符合规格吗?)建议沿着公差域(拒绝域)的压缩边界将好产品和坏产品进行划分。因此,如果您需要确保您运送的产品至少达到规格的 85%、96%、99% 或 99.9%,您将必须通过您的产品中可能存在的适当误差来缩小买方的容忍度。测量系统,从而获得现场抑制(参见下图 2-6)。
“考虑到更严格的规格和更高的概率之间的权衡,并且考虑到概率很小,我建议在大多数情况下使用 96% 的生产规格。”
流程超出容忍限度的企业的损失是很容易想象的。有必要决定如何处理被拒绝的产品。这些损失通过检验员将产品分为符合规格和不符合规格的产品进行 100% 控制的工作来补充。控制人员肯定要抽出时间来做这件事,公司也得为此付出代价。
“依赖检查是危险且成本高昂的。”
最好的解决方案是在这样的限制内实现流程的功能,以至于根本不需要区分好产品和坏产品(参见下面的图 9)。
“避免供应不合格产品的唯一方法就是从一开始就避免生产不合格产品。”
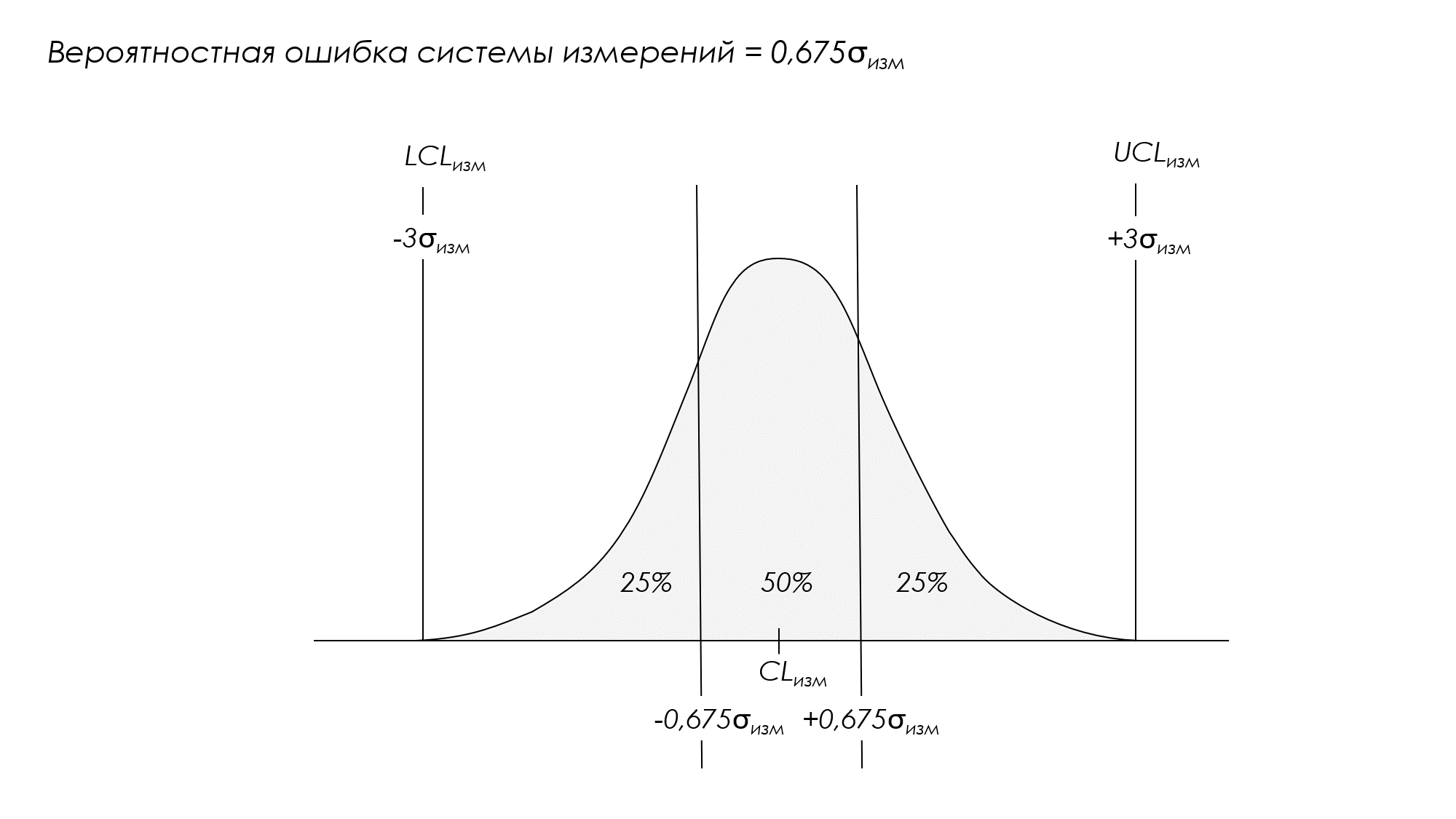
图 4. 稳定测量系统的概率误差等于 0.675σ
改变
图例:LCL 和 UCL - 一个标准的多次测量过程的下限和上限; CL是无偏测量系统的平均值,它必须符合标准。
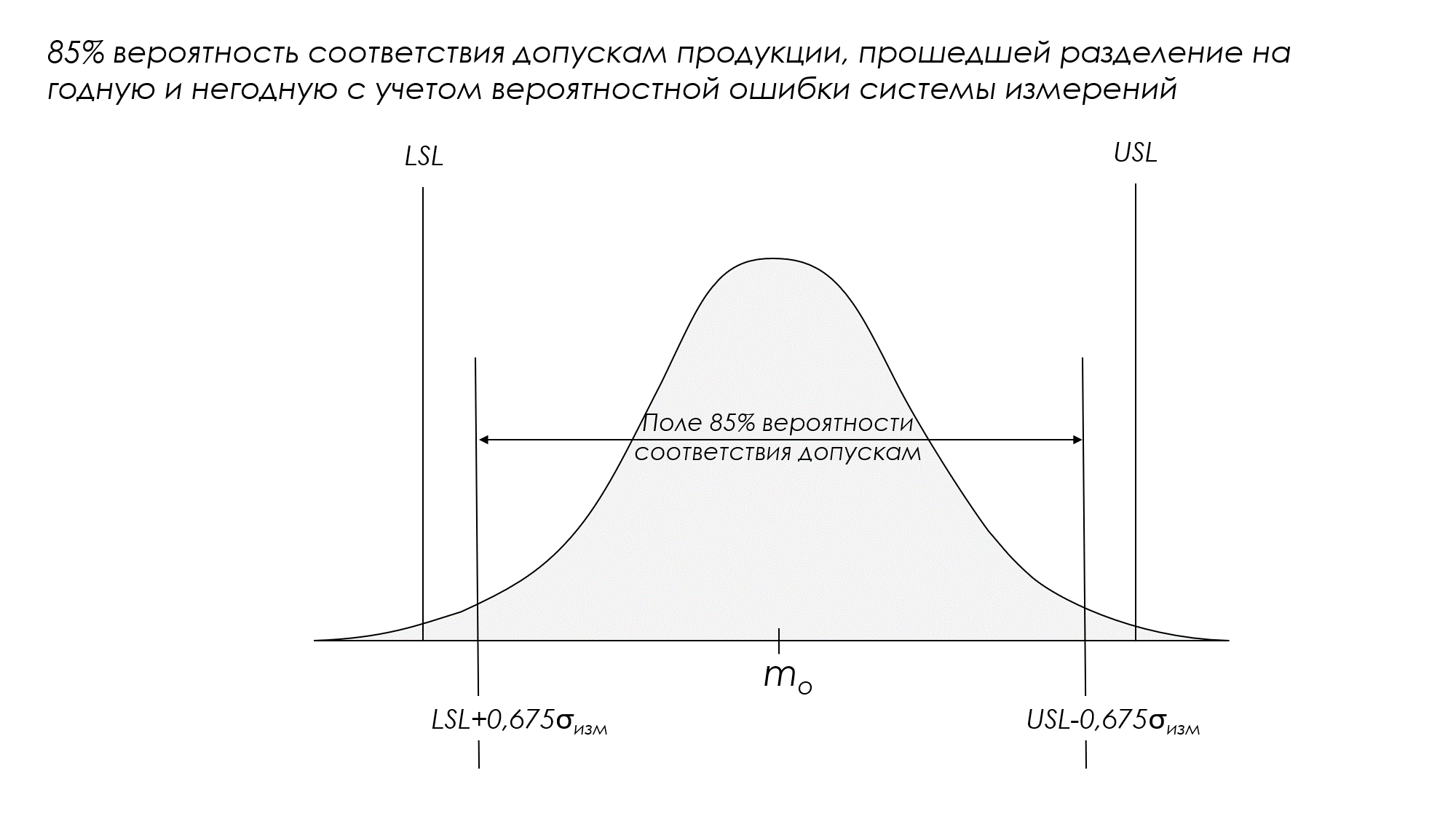
图 5. 确保已划分为合格和不合格的产品有 85% 的概率符合公差,同时考虑到测量系统的一种可能误差(可能误差)的公差限值的双向收窄。
图例:LSL和USL——公差范围的下限和上限(规范); m0 是公差范围的标称值。
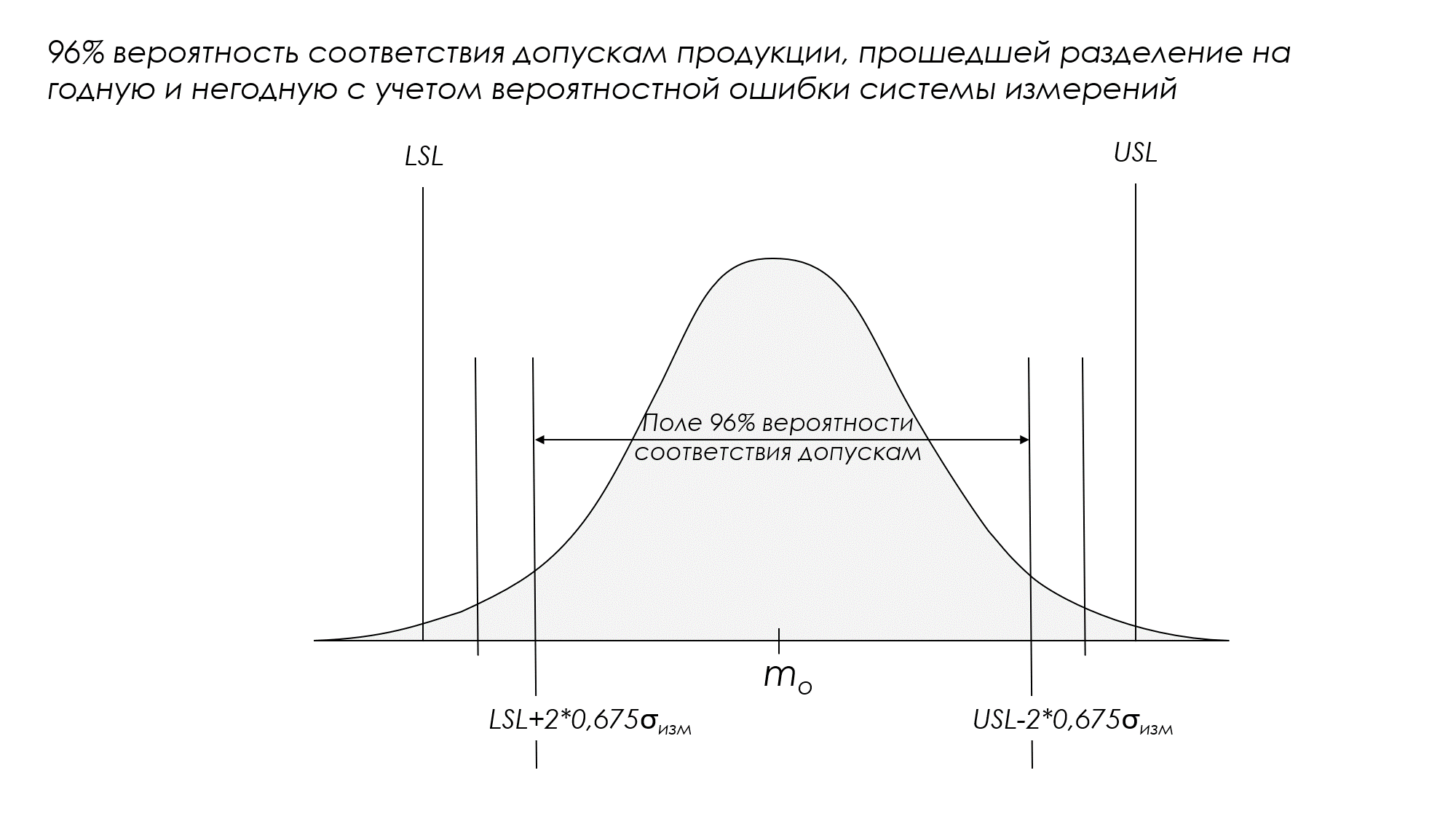
图 6. 考虑到测量系统的两个可能误差(可能误差)的公差限值双边收窄,确保已划分为合格和不合格的产品有 96% 的概率符合公差。
图例:LSL和USL——公差范围的下限和上限(规范); m0 是公差范围的标称值。
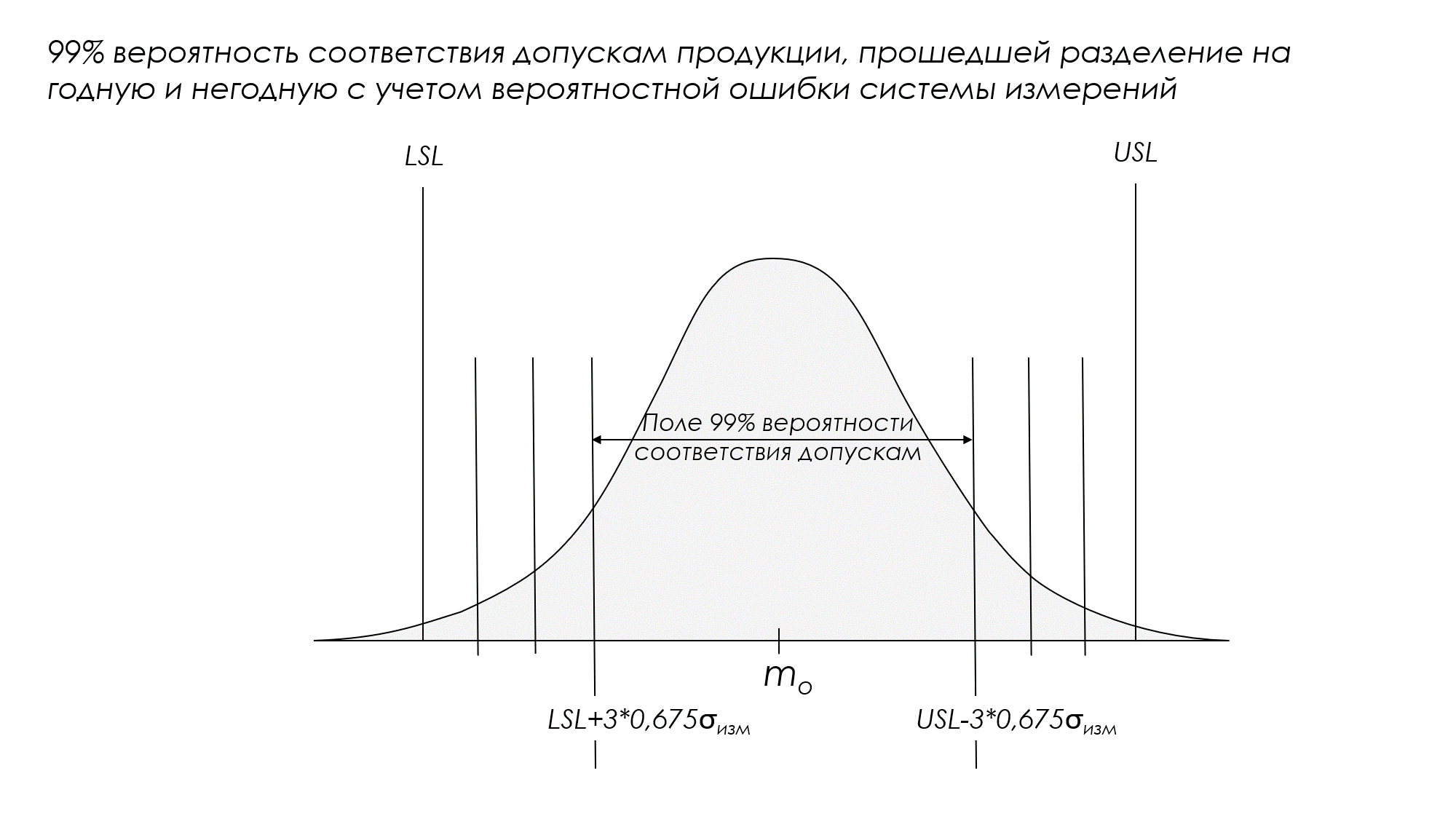
图 7. 确保已划分为合格和不合格的产品有 99% 的概率符合公差,同时考虑到测量系统的三个可能误差(概率误差)的公差限值的双向收窄。
图例:LSL和USL——公差范围的下限和上限(规范); m0 是公差范围的标称值。
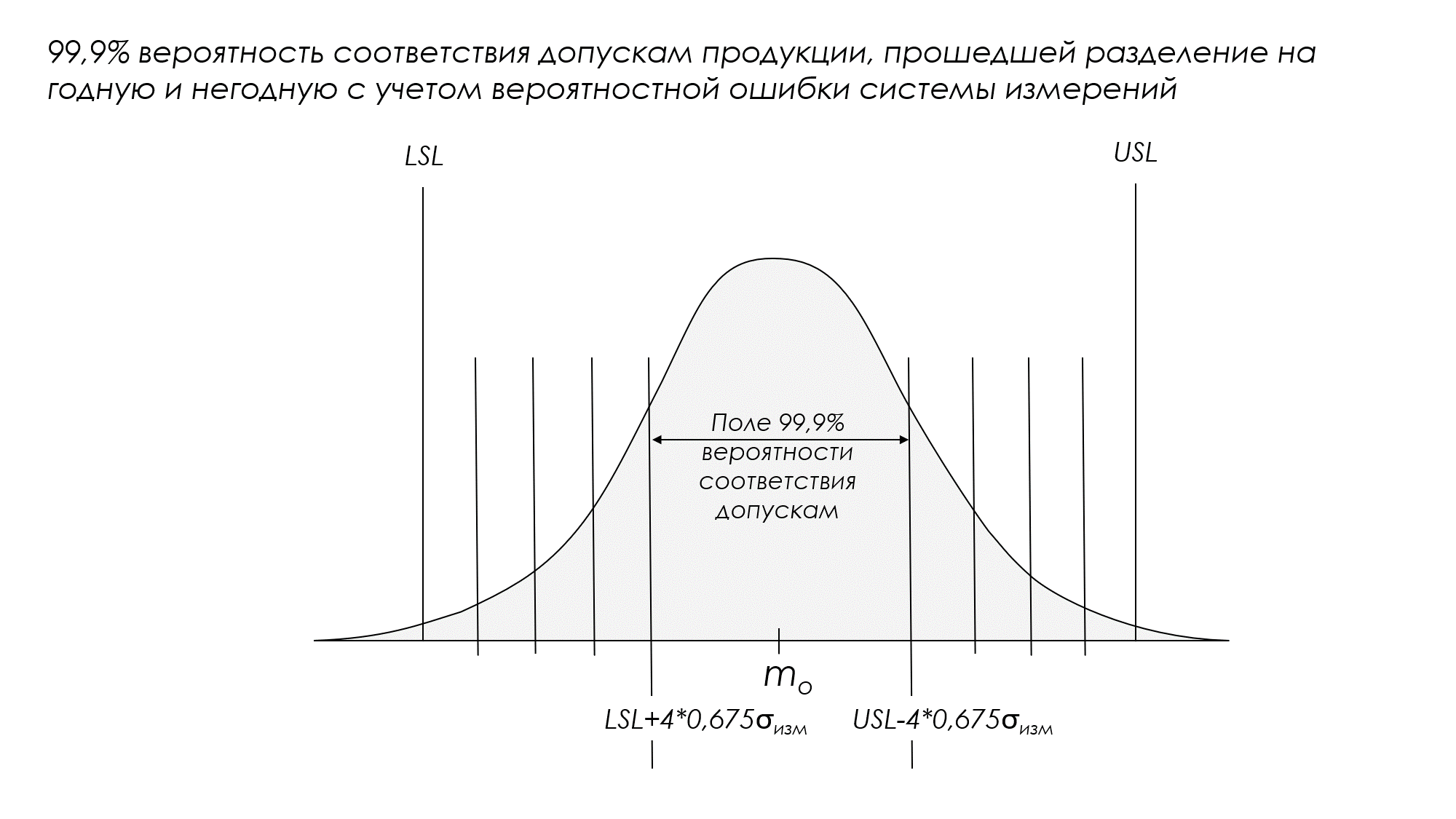
图 8. 确保已划分为合格和不合格的产品有 99.9% 的概率符合公差,同时考虑到测量系统的四个可能误差(可能误差)的公差限值的双向收窄。
图例:LSL和USL——公差范围的下限和上限(规范); m0 是公差范围的标称值。
“最好避免烤面包片。如果你烤面包片,你就必须想办法把它清理干净,这样你才能吃一些。”
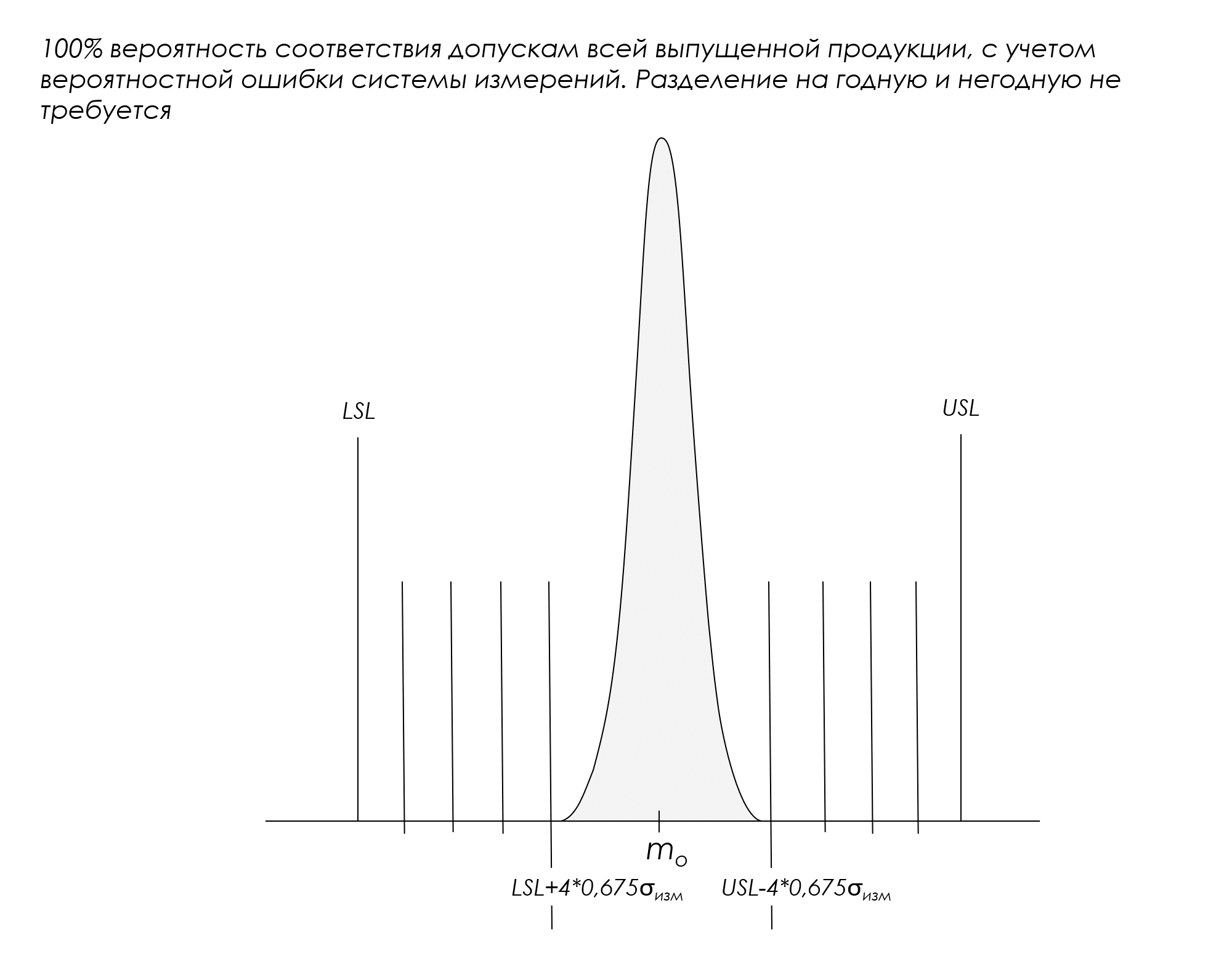
图 9. 确保 100% 概率符合所有制造产品的公差,同时考虑到测量系统四个可能误差的公差限值的双向缩小。不需要区分好产品和坏产品。
图例:LSL和USL——公差范围的下限和上限(规范); m0 是公差范围的标称值。
被拒绝的产品真的有缺陷吗?
对于操作范围超出压缩公差限度的流程,在按照选定的适用概率将产品分为合格和不合适之后,将开始测试在压缩公差限度内被拒绝的产品的下一阶段。
接下来,您必须再次以一定的概率确定被拒绝的产品是否确实有缺陷?例如,您必须检查属于以下区域的所有被拒绝的产品:
和USL+/-4×0.675σ 改变 。
对同一生产单位进行重复测量并记录其平均值可作为减少测量系统误差 σ 的工具 改变 (n) 因此,测量的可能误差为 0.675σ 改变 (n)。
因此,例如,如果您进行 (n) 次重复测量并记录平均值,则此类测量系统的可能误差将为:
0.675σ 改变 (n)= 0.675σ 改变 /√n
此后,有必要根据每个单元的测量平均值 (n) 来决定其相对于新排斥场的适用性,即缩小容限,例如缩小到该单元的四个概率误差。 (n) 重复次数为 0.675*σ 的测量系统 改变 (n) 至少有 99.9% 的概率满足先前被拒绝的产品的容差:
LSL+4*0.675*σ 改变 /√n 和 USL-4*0.675*σ 改变 /√n
很容易理解,例如,每次边界测量进行4次重复测量,将会使测量系统的性能提高(减少概率误差(probable error))两倍:
√n=√4=2
这可以使之前因严格公差限制而被拒绝的一些产品恢复可用。最有可能的是,您将不得不雇用一支控制人员队伍来完成这项工作。
我重复。最好的解决方案是改进流程的功能,以至于根本不需要区分好产品和坏产品(图 9)。
“您要么需要改进测量系统,要么需要改进制造过程。
升级测量系统将导致间接费用增加。它不会让产品变得更好。这不会消除检查的需要。这只会增加寻找烤焦面包的相关成本,从而降低您的生产力。
改进生产工艺将降低超额生产成本和超额使用成本。此外,正如一次又一次证明的那样,这些流程改进通常可以在没有资本支出的情况下实现,也不需要改进不完善的测量系统。学会停止烤面包总是比成为世界级的烤面包师要好。
这就是为什么对测量质量过度关注会适得其反。不完美(但稳定)的测量系统可用于显着提高制造过程的质量和一致性。这些改进可以消除 100% 检查的需要,同时减少制造商和客户的其他额外成本。
然而,正如我们已经看到的,不完美的测量并不能很好地对产品进行分级。如果我们专注于改进测量系统,以便能够根据规格(公差)对产品进行分级,那么我们的精力、时间和资源将增加我们的管理费用,而不是降低我们的成本。”
我们开发的软件“Shewhart control Charts PRO-Analyst +AI (for Windows, Mac, Linux)”实现了该功能 将公差范围(客户公差范围)转换为生产缩小和转移公差(验收公差) 。
如果您的测量系统处于统计稳定状态(使用相同标准(参考)的 25-30 次重测测量的 XmR 图表进行评估),则单个值的直方图与过程控制限值一起可以显示考虑到测量系统的误差和偏差而获得的生产限值公差(规格),以满足用户选择的符合产品公差的最小概率(85%、96%、99% 和 99.9%)。此功能用于将产品分为好产品和坏产品,同时考虑到将客户公差的既定限值分别缩小到每侧测量系统的一个到四个可能的误差。

图 10. 分布直方图和散点图显示应用缩小和移动的制造公差字段之前的客户公差(LSL、NSL、USL)。该图纸是使用我们开发的 “Shewhart 控制图 PRO-Analyst +AI(适用于 Windows、Mac、Linux)” 。
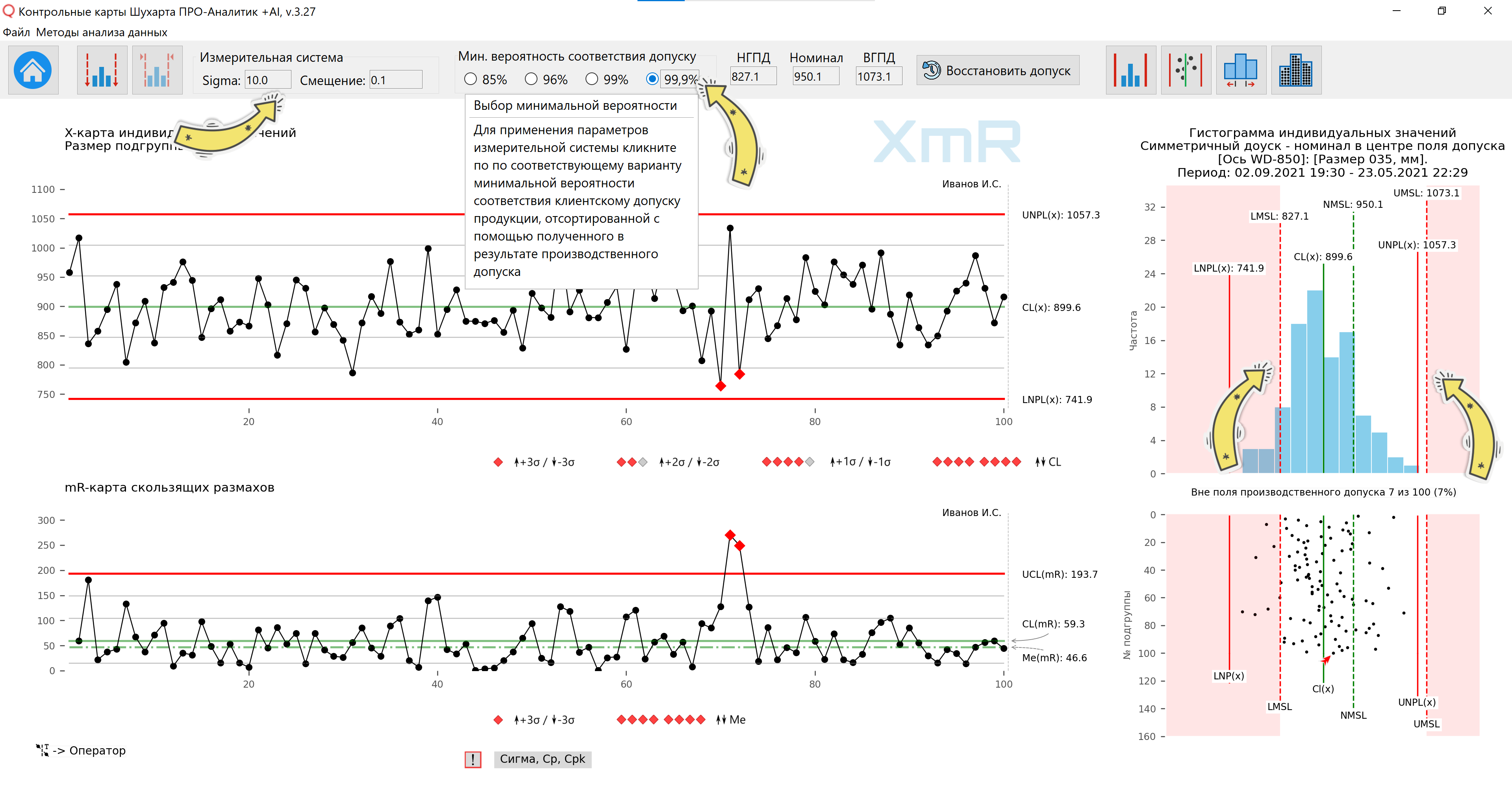
图 11. 分布直方图和散点图显示了生产公差范围的缩小和移动,其中考虑了测量系统的误差 (σ) 和偏差。选择了不合格零件相对于零件生产缩小公差符合客户公差的最小概率 (99.9%)(每侧缩小测量系统的 4(四)个可能误差)。附图说明:LMSL(x) 等 - 制造规格下限/生产公差下限; NMSL(x) pr。 - 名义制造规范线/制造公差范围的名义线; UMSL(x) 专业。 - 制造规格上限/制造公差上限 图纸是使用我们开发的 “Shewhart 控制图 PRO-Analyst +AI(适用于 Windows、Mac、Linux)” 。
正如我的朋友劳埃德·纳尔逊所说,以及我们在前面的章节中强调的,管理、领导和生产的根本问题是未能理解和解释变化的本质。
大多数公司和政府机构在提高质量和生产力方面的努力和实践都是分散的,既没有全面的称职领导,也没有一个有凝聚力的持续改进体系。
每个人,无论其职位如何,都需要培训和发展。在各自为政的氛围中,大家各奔东西,无法为公司带来更大的利益,更谈不上发展。”