测量系统分析:误差;偏见;有效增量;评估测量过程 (EMP)
![[测量系统分析]按钮](https://advanced-quality-tools.ru/images/buttons/Measurement_system-15.png)
测量系统 ,它是所使用的测量仪器、测量方法、环境和进行测量的具体操作员相互作用的结果。
随机测量误差是由于不可预测的因素而产生的,并且其大小和方向可能因测量而异。
系统测量误差(偏差)是每次测量时都会发生的误差,并且总是偏向同一方向。
“在任何逻辑意义上,测量系统在达到统计控制状态之前都不能被视为测量任何东西。”
稳定测量系统的误差估计
“除非指定的容差超过 5 或 6 个可能的测量系统误差 (0.675 * σ 测量系统 )”。
您什么时候需要了解并解释测量系统中的误差?
- 如果你测量一些东西来控制尺寸和计算。
- 如果您必须相对于公差限值对产品进行分级,则必须考虑与测量系统误差相关的不确定性 (σ 测量系统 ),至少是因为如果消费者合理拒绝拒绝您的供应,可能会产生财务和法律后果。
“可能的误差 (0.675 * σ 测量系统 ) 描述了只能归因于测量过程的变化。为了获得这个值,有必要获得一些可以将测量误差与其他变化源隔离开来的数据。一个简单的方法是使用相同的方法、相同的仪器和相同的操作员对同一样品进行平行测量。”
测量系统误差的估计(σ 测量系统 )使用标准
当您有已知的标准(基准)错误评估并且 偏移量(见下文) 测量系统并不是特别困难。为此,您需要对标准进行至少 25 次重复测量(测试-再测试),并将获得的值绘制在单个值和滑动范围的 XmR 控制图上。如果控制图显示统计稳定状态(稳定性),则 1 西格玛 (σ) 的结果值将是测量系统的误差。根据 (σ 测量系统 ) 的测量系统,测量系统的可能误差,等于 (0.675 * σ 测量系统 )应该用来选择 有效增量 当记录使用该测量系统获得的单独测量值并计算 生产公差严格 。否则,如果控制 XmR 卡表现出统计上不稳定的状态,则您的测量系统更像是“橡皮尺”(D. Wheeler),并且使用它获得的值不应该被信任。查找导致测量系统不稳定的特殊原因并排除;否则,停止使用测量系统。

图 1. 参考的 25 个重复测量(重测)值绘制在单个值和滑动范围的 XmR 参考图表上。测量系统证实了统计上的稳定状态。
测量系统误差的估计(σ 测量系统 )无标准
如果没有标准,可以对同一样本进行 25 次重复测试-重测测量,并将它们绘制在单个值和滑动范围的 XmR 控制图上。如果 XMR 控制卡显示您的测量系统处于统计上稳定的状态,您可以使用所有重测测试的平均值作为被测样品的“最佳值”,并将这一过程的西格玛作为测量的误差。测量系统。但要衡量 偏移量(见下文) 测量系统将需要更精确的测量设备,如果可能的话,对您的样品进行25次重复测试测量,如果获得的数据表现出统计上的稳定状态,则可以将这些测量结果的平均值作为参考值并且可以从中估计偏差。
测量系统误差的估计(σ 测量系统 )用于破坏性测试。
在这种情况下,您必须使用子组均值和极差的 XbarR 控制图来测量彼此尽可能相似的样本对,并将这些样本的测量值合并到一个子组中 (n=2)。然后,计算出的各个值的西格玛 (σ) 值(不是子组平均值的西格玛)将证明测量系统在测量产品流中的单个样品时的误差。在我们的软件中,当构建子组平均值和范围的 XbarR 图时,计算出的各个值的西格玛显示在控制图的图形下方。
“在破坏性测试的情况下,当不可能提前对样本进行均质化时,有必要选择彼此尽可能相似的样本对,测试这些样本对并评估这些配对测量值之间的差异。”
在下面的图 (2) 中,我们展示了构建 XbarR 均值图以确定破坏性测试测量系统 (MS) 的稳定性和误差的示例。此外,Xbar 平均控制图证明了测量系统用于评估成对样品采集过程的相对有用性,至少在与采集破坏性测试样品的时间段相同的时间段内。 Xbar 图上的控制限显示只能归因于测量误差的变化量。有关后者的解释,请查看 Donald Wheeler 的文章: 评估测量过程 (EMP)。

图 2. 样本破坏性测量的 40 个值被组合成大小 n=2 的 20 个子组,以定位两个相似样本之间的测量误差。测量系统证实了子组范围 R 图中误差的稳定性,同时证明了该测量系统不足以跟踪破坏性测试样品过程中的变化(20 个点中只有 3 个点高于Xbar 地图上的控制限制)。在这种情况下,子组平均值 X 图中超出控制限的点越多,测量系统就越好。
检查由 Shewhart 控制卡检测到的测量系统的位移
检查测量系统控制卡检测到的位移的功能处于统计控制状态,可以告知何时确实值得考虑对其进行调整。检测测量系统位移的方法为 操作定义 这个位移。
但是,如果您必须使用有偏差的测量系统相对于通过/失败容差限制对产品进行分类,并且现实世界中不存在完全无偏差的系统,您可以使用以下功能: 生产缩小并改变公差 获得测量系统在统计稳定状态下的偏移值的补偿偏移容差。
不要忘记将您公司的测量系统(用于对发货产品进行进货检验和验证)的偏移和误差与供应商和消费者的测量系统的这些属性进行协调。同样,这些参数仅对于处于统计控制状态(稳定状态)的测量系统有意义。
测量系统的偏差定义为同一标准(标准)25-30次重测测量的平均值[CL(x)]与本标准的值之间的差值,前提是所评估的测量系统在统计上是稳健的。
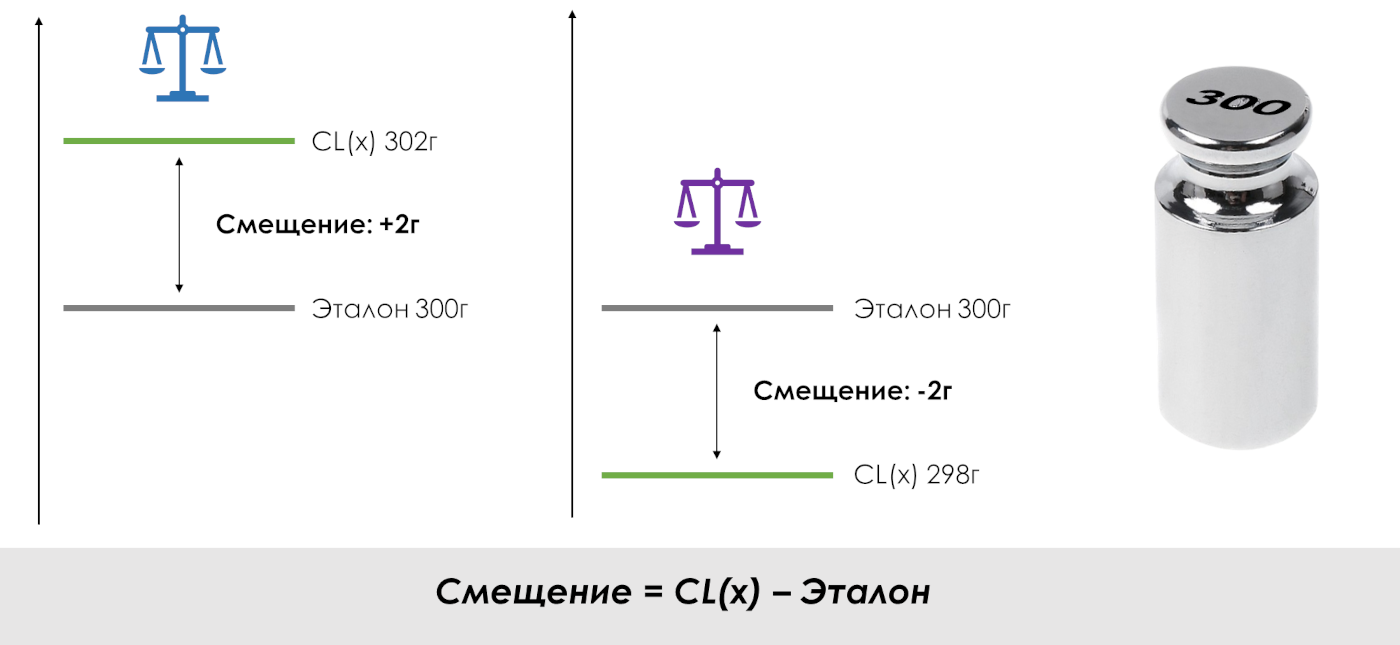
米。 3. 测量系统的偏置是多少。
下面是使用软件功能确定 Shewhart 控制卡检测到的测量系统偏移的屏幕截图。

图 4. 用于转至测量系统 (MS) 评估控制面板的按钮。软件“Shewhart 控制图 PRO-Analyst +AI(适用于 Windows、Mac、Linux)”。

图 5. 测量系统评估功能的控制面板。用于转至控制面板以估计测量系统 (MS) 位移的按钮已突出显示。软件“Shewhart 控制图 PRO-Analyst +AI(适用于 Windows、Mac、Linux)”。
“以图形方式检查测量系统偏移的重要性的一种简单方法是移动单个值的 XmR 图表的中心线和控制限,以便中心线位于测量中使用的标准(参考)值。重测测试(同一标准的多次测量)。如果相对于一系列数据移动中心线 (CL) 和控制限(UNPL、LNPL)不会导致信号(红点)超出这些限制以及任何高于或低于中心线的长序列或任何其他信号,那么测量系统中就没有可检测到的偏移。”

图 6. 用于测量系统位移估计的控制面板。根据测量系统的重测测试数据构建了单个值的控制 XmR 图。开始评估测量系统 (MS) 位移可检测性的按钮突出显示,并填写 [所用标准的值] 字段。 软件“Shewhart control Charts PRO-Analyst +AI(适用于 Windows、Mac、 Linux)”。

图 7. 用于测量系统位移估计的控制面板。检测测量系统的位移的结果是检测到位移。软件 Shewhart 控制图 PRO-Analyst +AI。
在图 7(上图)中,在中心线移动到测量标准值并且控制限平行于中心线移动后,检查以信号(红点)的形式检测到测量系统的显着位移。数据系列的图表保持不变。
下面是另一种情况,其中控制图未检测到测量系统有任何明显的未对准情况。

图 8. 用于测量系统位移估计的控制面板。在一个测量系统对另一个测量系统进行偏移检测测试之前的初始控制图。软件“Shewhart 控制图 PRO-Analyst +AI(适用于 Windows、Mac、Linux)”。

图 9. 用于测量系统位移估计的控制面板。检测测量系统的位移的结果是未检测到位移。软件 Shewhart 控制图 PRO-Analyst +AI。
每个在制造过程中测量零件的机器操作员都是其自己的测量系统的一部分,该系统具有自己的不确定性(误差)、偏差,并且可以处于统计控制(稳定)或不受控制(不可预测)状态。控制器的测量系统是另一个测量系统,有其自身的误差、偏差和统计状态。当操作员提交产品进行检验时,他通过其独特的测量系统确定产品是否符合公差,检验员通过其测量系统进行此类验证。制造人员可以举出许多导致分歧的例子,当相同的控制尺寸落入公差极限区域内时,操作员可以确定为在公差范围内,而由检查员确定为超出公差范围。
在监控任何生产过程之前,必须评估测量系统的稳定性及其一致性。
测量系统有效增量(增量)的确定
“记录测量值(最小增量、增量)的有效步长是在测量系统的0.2到2个可能误差(probable error)的值范围内。测量系统的可能误差定义为 (0.675 * σ 测量系统 )稳定的测量系统。否则,当使用小于 0.2 个可能误差的测量步骤时,我们将记录噪声,而当使用超过 2 个可能误差的步骤进行记录时,我们将丢失对分析很重要的信息,接收到的测量单位不足。”

图 10. 用于转到确定测量系统有效增量的面板的按钮被突出显示。软件“Shewhart 控制图 PRO-Analyst +AI(适用于 Windows、Mac、Linux)”。
在下图 (11) 中,稳定测量系统的 [σ] sigma 字段默认填充有来自上述测量系统偏移函数的值 [σ],并且可由用户输入。单击 [重新计算] 按钮时,将自动计算 [[σ * 0.675] 可能的 IS 误差] 字段。

图 11. 用于确定测量系统有效增量的面板。软件“Shewhart 控制图 PRO-Analyst +AI(适用于 Windows、Mac、Linux)”。
用户必须为此区域的字段中的有效测量增量选择方便的值,之后图表将显示该值的[紫色]最长标签。有效增量值的便利性取决于使用该测量系统测量的受控参数值的四舍五入的简单性。
请注意,用户选择的有效增量输入的值必须在有效测量增量上限和下限的[红色]标记之间的数值范围内,并尽可能接近[绿色]标记测量系统的可能误差(probable error)。
用户输入测量系统有效增量的选定值并点击【重新计算】按钮后,选定的值会在图形上显示为带有【淡紫色】标记,并且【IC 增量刻度】轴将自动如有必要,可以进行缩放以获得更好的可视化效果。
![用户选择测量系统的有效增量值[0.5]。 Shewhart 控制图 PRO-Analyst +AI](https://advanced-quality-tools.ru/images/articles/scc-python-measuring-system-increment-10.png)
图 12. 用户选择测量系统的有效增量值 [0.5]。用于确定测量系统有效增量的面板。软件“Shewhart 控制图 PRO-Analyst +AI(适用于 Windows、Mac、Linux)”。
![用户选择测量系统的有效增量值[1.0]。 Shewhart 控制图 PRO-Analyst +AI](https://advanced-quality-tools.ru/images/articles/scc-python-measuring-system-increment-11.png)
图 13. 用户选择测量系统的有效增量值 [1,0]。用于确定测量系统有效增量的面板。软件“Shewhart 控制图 PRO-Analyst +AI(适用于 Windows、Mac、Linux)”。
分析师在 D. Wheeler 指定的范围内选择的测量系统增量越接近可能误差(probability error)的值,其效率就越高。此过程中的自然限制是记录测量值的难易程度。因此,在 12 和 13 两个图中,测量系统增量的最佳值如图 12 所示,等于 [0.5]。
在确定使用分析的测量系统获得的记录值的精度时,必须使用选择的有效增量(根据规定的规则)作为其增量。
用户可以以高分辨率的图形形式(矢量和光栅)保存选择有效增量的结果,请参见下文。

图 14. 添加了用于转至控制面板以图形格式(光栅或矢量)保存当前图形的按钮。

图 15. 用于以图形格式保存当前图表的控制面板已打开。查看详细说明 以矢量和栅格格式导出图形的函数 。
如果您的团队有兴趣提高输出质量,请注意查看记录 充分性的计量单位 为了改进目的,甚至在开始测试制造产品之前就使用休哈特控制图。
评估测量过程 (EMP)。并行性、位置、一致性。
Donald Wheeler 的文章详细描述了这种特殊数据分组函数的用途: 评估测量过程 (EMP)。

图 16. 转至评估测量过程 (EMP) 控制面板的按钮已突出显示。
构建用于分析测量过程 (EMP) 的 XbarR 控制卡后,如果一个控制卡上的操作员数量不超过 6 个,则在图形之间的区域中会显示一组交互式按钮(并行度、位置、一致性)。通过单击鼠标左键,它们可以改变状态。
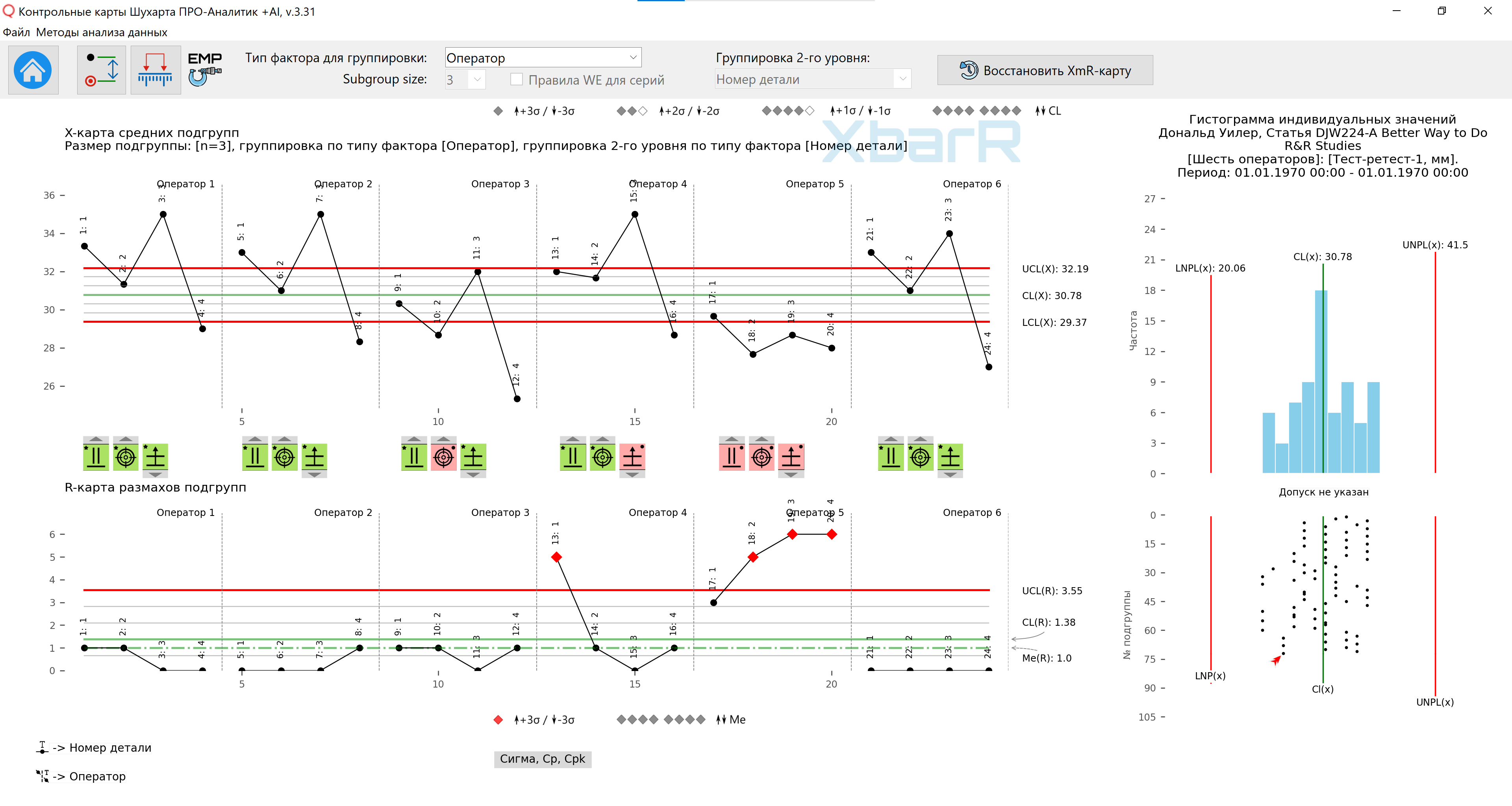
图 17. 将数据分组为合理的子组,以评估六名操作员的测量过程 (EMP)。

图 18. 将数据分组为合理的子组,以评估四个操作员的测量过程 (EMP)。