使用简单的图形方法评估测量过程 (EMP)
资料来源:[34] Donald J. Wheeler,文章:“进行 R&R 研究的更好方法。评估测量过程方法..”/Donald Wheeler,文章:“进行 R&R 研究的更好方法。评估测量过程方法”。文章由唐纳德·惠勒博士友情提供给我们。翻译和评论:Sergey P. Grigoryev
你可以 下载 本文的数据。
免费获取文章不会以任何方式降低其中所含材料的价值。
使用我们的软件您可以进行 测量过程的评估 (评估测量过程,EMP),从测量操作员到高级管理层,您决定向其展示结果的每个人都会清楚这一点。
在本文中,我将向您展示如何通过数据轻松了解测量系统的量具重复性和再现性(量具 R&R)。评估测量过程方法测量过程 (EMP) 不会迷失在一系列计算中,而是利用信息图形表示的力量来揭示数据的有趣方面。
EMP(评估测量过程)研究
电磁脉冲研究背后的想法既简单又深刻。正如我的朋友兼同事、已故的理查德·利戴所说,“测量是一个过程,在理性子群的帮助下,你可以研究任何过程。” EMP 研究的开始与 R&R 校准研究非常相似,但它不是计算所有可能的估计值,而是立即将数据放在子组均值和极差的 XbarR 控制图上,以发现数据中发生的情况。
参见我们软件中合理数据分组功能的说明:
- 休哈特控制图 专业分析师+AI
当我们使用带有实验数据的子组均值和极差的 XbarR 控制图时,我们所做的事情与我们通常使用该控制图所做的事情完全不同。当 XbarR 子组均值和极差图与顺序过程进度数据一起使用时,它被正确地称为“过程行为图”。在那里,目标是将过程分类为可预测或不可预测。相比之下,在电磁脉冲研究中,我们着眼于特殊类型实验的结果。在这里,我们试图确定尽管测量误差导致了不确定性,但我们是否能够检测到零件之间的差异。数据性质和问题性质的这种转变将改变 EMP 研究的子组均值和范围的 XbarR 图的解释方式。
尽管 EMP 方法可以适应许多不同的数据结构和数据收集方案,但我们使用校准测试 (Gauge R&R) 中使用的相同数据收集策略来说明基本 EMP 研究。当两个或更多操作员对 3 到 10 个零件中的每个零件各测量两到三次时,即可进行简单的完全交叉实验。对于我们的示例,我们将使用 EMP 研究,其中六名操作员对四个零件中的每个零件测量了三次。
该测量系统由一个手持式测试台组成,用于测量特定产品的电磁特性。由于该手动测试台在生产中用于100%检查,因此对于工厂运营至关重要。由于六名操作员定期执行此测试,因此所有六名操作员都包含在 EMP 研究中。研究中使用的四个部件是从四个不同日期之一的产品流中选择的。
理查德·利戴 (Richard Lyday) 通常分两轮或三轮收集数据,每个操作员每轮测量每个零件一次。然而,对于主观或复杂的测量,可能有必要“盲化”实验,以便操作员不知道他们何时重新测试给定的项目以及测试顺序在哪里以某种方式被打乱或“随机化”。
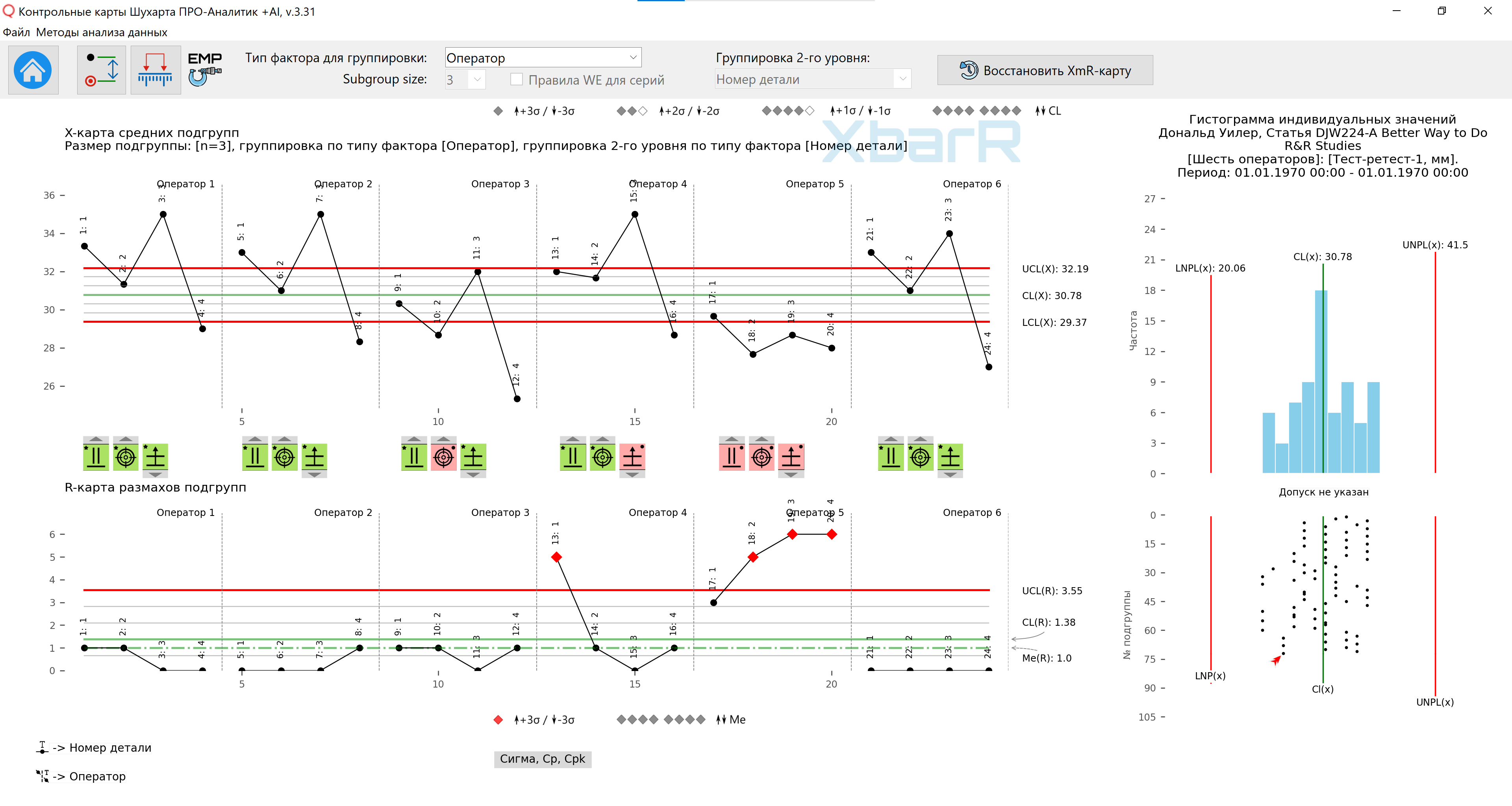
图 1:手动测试台的 EMP(并行性、位置、一致性)研究。使用我们的软件准备绘图 Shewhart 控制图 PRO-Analyst +AI 。
了解子组均值和极差的任何 XbarR 控制图的关键是了解子组内的变异源以及子组之间的变异源。图 1 显示了三种不同的变异来源:操作员和部件之间的差异(出现在均值图中的子组之间)以及重复测量之间的差异(出现在范围图中的子组内)。
子组内发现的重测变异通常称为重复性。这种在极差图中对子组内的重测误差进行隔离,以及在子组均值图中子组之间出现的所有其他变异来源是 EMP 研究的一个标志。由于重新测试误差的这种隔离,图 1 中子组均值和范围的 XbarR 控制图中显示的控制限仅取决于重新测试误差。因此,图 1 中的控制限具体指示了只能归因于测量误差的变化量。
与往常一样,子组均值的 Xbar 控制图寻找子组之间的差异,而子组范围的 R 控制图则测试子组内的一致性。图表的这一特征意味着图 1 中的范围图会检查这 24 个子组,以查看显示的重测误差大小是否存在不一致。范围值大于量程控制上限表明重测误差不一致。由于这种不一致代表了测量程序本身的严重问题,因此这些问题的原因值得研究。
由于均值和子组范围的控制图的界限是稳健的,因此,尽管范围的 R 映射不一致,我们也可以使用均值的 X 映射来估计零件和操作员之间的差异。我们首先讨论各个部分的变化。
部件之间的差异取决于部件的选择方式。有时,可以在特定的时间间隔从产品流中选择零件。在另一种情况下,零件可以简单地从产品流中随机选择,或者故意选择以代表特定时间段期间可能的零件差异。无论如何选择零件,您都希望检测零件之间的差异,尽管测量误差会导致不确定性。这意味着您需要找到平均子组 X 图中控制限形成的区域之外的点。在您选择零件以使它们全部相同之前,您希望找到控制限之外的点。 Xbar 平均值图表可以直观地比较零件之间的变化和测量不确定度。部件之间的变化由带的宽度表示,由具有最小值和最大值的平均值确定。测量误差由平均子组图的控制限之间的频带宽度表示。因此,相对于控制限之间的频带宽度,平均值覆盖的频带越宽,就越容易检测到产品变化,尽管存在测量误差。
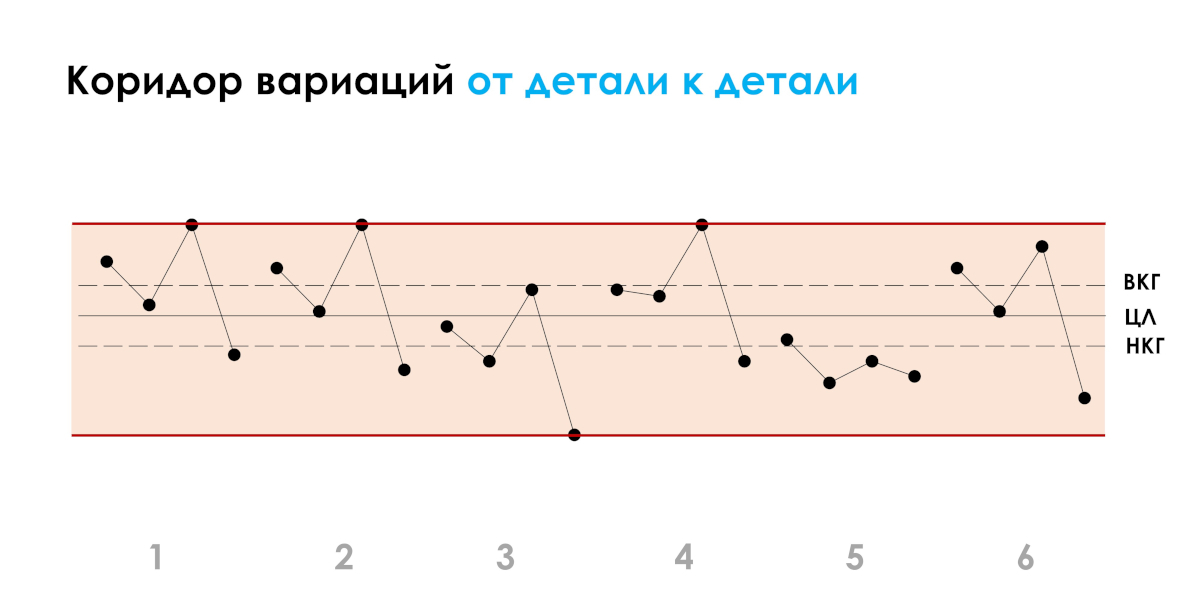
图 2.1。各部分之间的变化走廊。
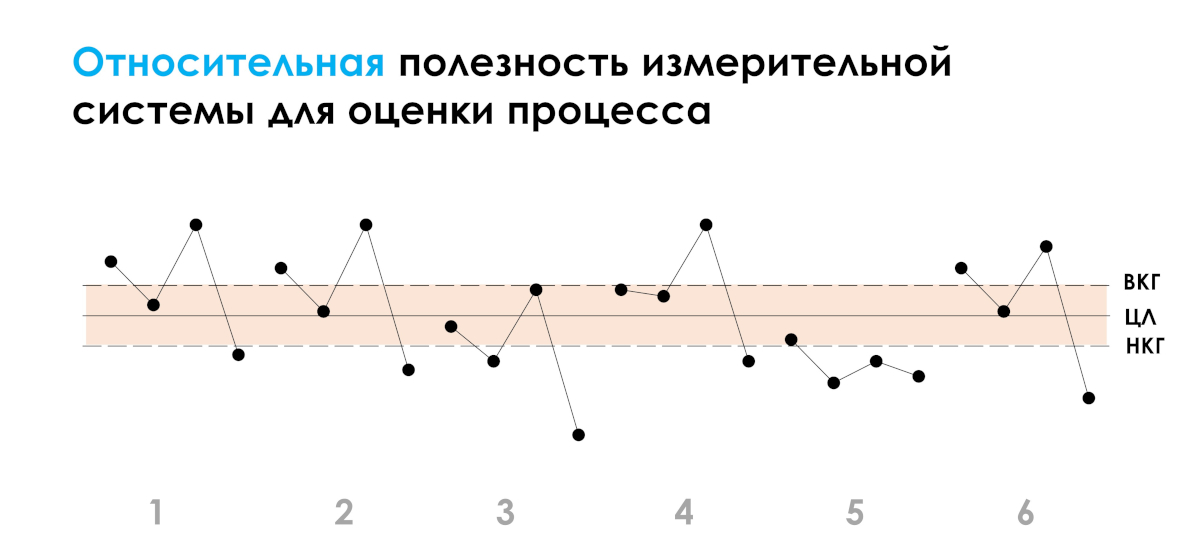
图 2.2。子组均值的控制 X 图证明了测量系统的相对效用。
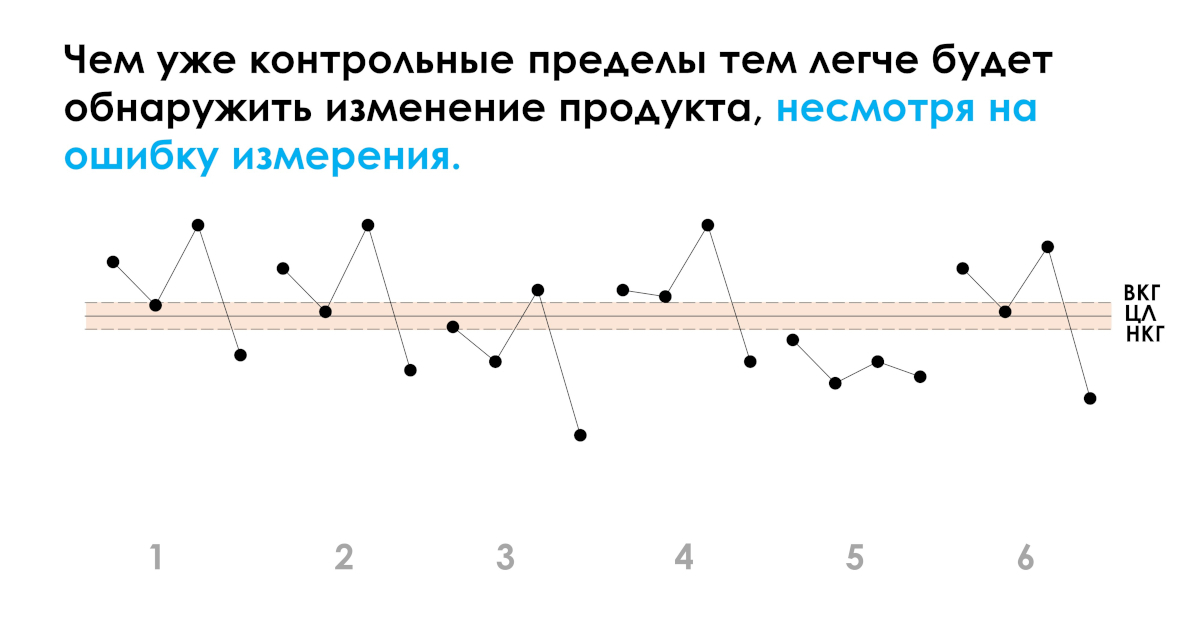
图 2.3。控制限越窄,即使存在测量误差,也越容易检测到产品的变化。
同时,当我们想要检测零件之间的差异时,我们更希望操作员之间没有差异。有两种方法可以使用均值图来测试运算符之间的差异。第一个使用价值过程的形式(并行性),第二个使用价值过程的位置(位置)。为了促进这两种比较,EMP 研究将隐藏将一个操作员的点连接到另一个操作员的线段。

图 2.3。有两种方法可以使用均值图来测试运算符之间的差异。
要了解如何解释值的形状,首先考虑如果运算符之间没有差异并且没有测量误差,子组均值图会是什么样子是有用的。在这些条件下,每个运营商的价值递进形式将完全相同。它们将逐段彼此完全平行(如图 3 中运算符 1 和 2 的曲线)。然而,一旦我们将测量误差引入到正在发生的情况的图像中,我们就开始看到与完美并行性的微小偏差(更像是算子 4 和 6 的曲线)。只要有合理的并行度,我们就不需要担心。这里,运算符 1、2、3、4 和 6 显示了合理的并行度。另一方面,语句 5 显示出严重缺乏并行性。
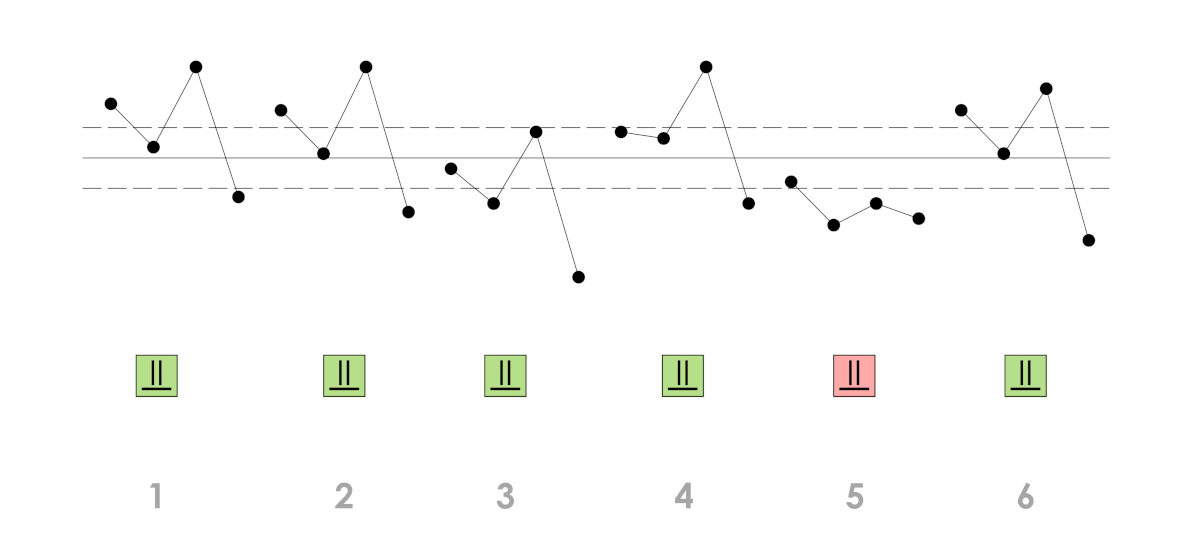
图 3. 语句 5 没有并行性。
那么没有并行性意味着什么呢?严重的非并行性表明操作者和部件之间存在交互作用。 (从代数上来说,交互效应和非并行性是同一件事:没有非并行性就不可能有交互效应,反之亦然。)在这里,我们看到算子 5 以显着不同的方式测量这四个细节。由于操作员和零件之间不应该存在交互作用,因此这种交互代表了测量过程中的严重不一致,需要立即引起注意。这种相互作用的影响可能是由操作员使用不同的方法引起的,或者是由某些操作员跳过测量过程中的步骤引起的,或者仅仅是由于存在一个或多个未经训练的操作员引起的。但无论什么原因,都是测量过程出现问题,必须予以纠正。
除了检查并发性之外,我们还可以比较记录进度的位置(position)。当我们这样做时,我们本质上是在比较操作员的平均值。在图4中,我们看到算子3和算子5的平均值都明显低于其他四个算子的平均值。操作者均值之间的这种差异是潜在的操作者偏差。
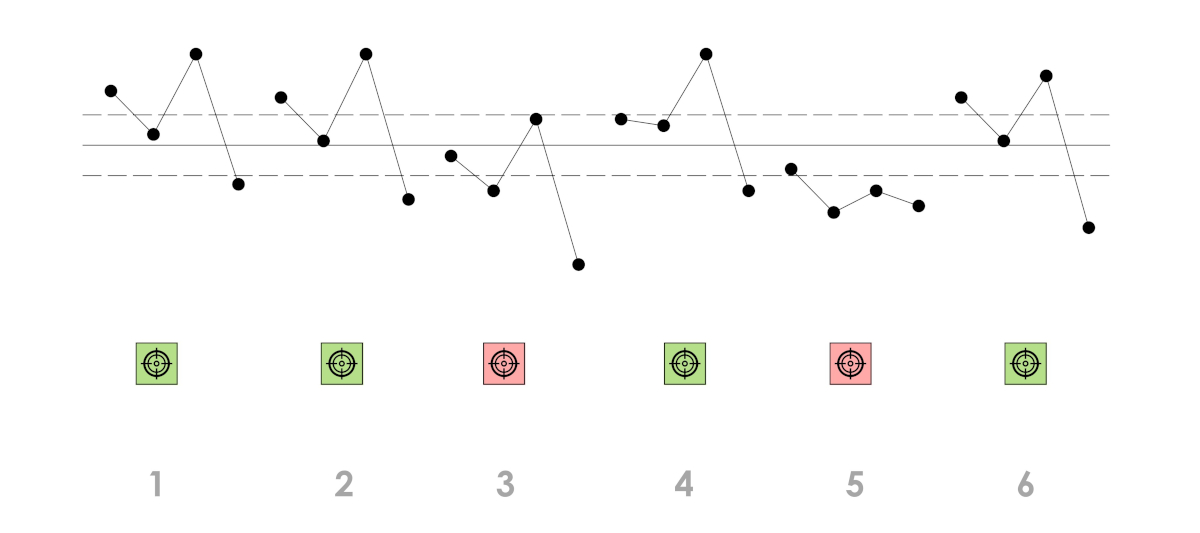
图 4. 运算符 3 和 5 的潜在偏差。
根据测量过程研究的数据构建的子组平均值和范围的控制 XbarR 图说明了什么?见下图。
图 5. 手动测试台的 EMP(并行性、位置、一致性)研究。使用我们的软件准备绘图 Shewhart 控制图 PRO-Analyst +AI 。
那么对于图 5 中的 EMP 图的整体信息我们能说什么呢?算子 1、2 和 6 显示出良好的并行性,在子组平均值的 Xbar 图中这四个细节具有相似的平均值(位置),并且在子组范围的 R 图中展示了重测误差的一致性(可重复性)。通过将约束宽度与这三个价值流(来自语句 1、2 和 6 的数据)进行比较,我们发现手动测试台可以检测产品更改。
运算符 3 在 Xbar 图上显示出良好的并行性,在 R 范围图上显示出较小的重新测试误差大小,但在 Xbar 图上的所有维度上它始终较低。这是潜在的运营商偏见。必须确定这种转变的原因,以便消除它。
算子 4 在 Xbar 图上具有合理的并行性和良好的平均值,但它有一个点高于范围 R 图的上限。显然,第 1 部分的一个维度(子群中的三个维度)存在问题。尽管 R 图上的其他子组跨度和 Xbar 图上的合理并行性表明它通常表现良好,但必须确定这种异常测量的原因。
运算符 5 在 R 图中具有较大的子组跨度、较差的并行性以及 Xbar 图中四个部分的平均值不正确。不管你怎么评价他,他显然不知道如何使用手动测试台。虽然操作员 3 和 4 在使用测量台时可能需要重新培训,但操作员 5 应重新分配,直到他能够学习如何使用设备并能够表现出与其他操作员所表现出的熟练程度相当的熟练程度。
当然,第一步是让操作员以同样的方式衡量事物,并让他们相信他们目前没有这样做。操作员 3、4 和 5 很可能认为他们正在以与操作员 1、2 和 6 相同的方式测量这些零件。向他们展示图 5 是说服他们事实并非如此的第一步。
所以我们学了什么?
EMP 研究首先将 R&R 研究数据放在子组平均值和范围的 XbarR 参考图上。因此,我们可以在开始进行任何具体计算之前做出一些定性估计:
- 子组范围的 R 映射将使我们能够确定在整个研究过程中重测误差是否一致,并判断操作员之间的重测误差是否一致。当重测误差不一致时,我们需要找出原因。
- 子组平均值的 Xbar 图使我们能够通过显示测量过程是否可以检测产品变异来评估测量系统的相对有用性(适用性)。
- 平均子组的 Xbar 图将使我们能够确定运算符之间的非并行性。由于任何明显的不平行都会表明操作员和零件之间的相互作用效应,因此它会警告测量过程中的严重不一致。
- 平均子组的 Xbar 图将允许您估计可检测到的操作员偏差的可能性。如果存在此类症状,则必须解决它们,以充分利用测量过程。
当您构建 EMP 控制图时,您就会知道数据发生了什么。您将能够提出有趣的问题,并且您会知道是否存在问题。数据分析的基本原则之一是始终从数据图表开始。计算的存在是为了补充图表,但它们永远不能取代图表。当您仅依赖计算值时,您可能会错过数据的许多有趣的方面。
分析的目的是理解,最好的分析是提供必要理解的最简单的分析。此外,当你无法将你的发现传达给别人时,你的发现是没有用的。 EMP 研究利用图形方法的力量来协助发现和交流。
在我们的 培训研讨会 我们用简单的术语解释了使用我们的测量系统评估方法的本质 软件 。
在我们的软件中 “Shewhart 控制图 PRO-Analyst +AI(适用于 Windows、Mac、Linux)” 您可以利用以下测量系统评估功能:
-
稳定测量系统的误差估计。
-
检查由 Shewhart 控制卡检测到的测量系统的位移。
-
测量系统有效增量(增量)的确定。
-
评估测量过程 (EMP)。